Все документы, представленные в каталоге, не являются их официальным изданием и предназначены исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких ограничений. Вы можете размещать информацию с этого сайта на любом другом сайте.
Документы по
стандартизации
Конструкции металлические
ЗАО «ЦНИИПСК им. Мельникова»
ОАО НИПИ «Промстальконструкция»
стандарт организации
КОНСТРУКЦИИ СТАЛЬНЫЕ СТРОИТЕЛЬНЫЕ
БОЛТОВЫЕ СОЕДИНЕНИЯ
Изготовление и монтаж
СТО 0051-2006
(02494680, 01408401)
Москва
2006
Предисловие
1 РАЗРАБОТАН ЗАО Центральный ордена Трудового Красного Знамени научно-исследовательский и проектный институт строительных металлоконструкций им. Н.П. Мельникова (ЗАО «ЦНИИПСК им. Мельникова»).
ОАО Научно-исследовательский и проектный институт «Промстальконструкция»
2 ВНЕСЕН организациями-разработчиками стандарта
3 ПРИНЯТ на Научно-техническом Совете ЦНИИПСК им. Мельникова от 26 января 2006 г. с участием представителей организации-разработчика стандарта
4 ВВЕДЕН впервые
5 Разработка, согласование, утверждение, издание (тиражирование), обновление (изменение или пересмотр) и отмена настоящего стандарта производятся организациями-разработчиками
Введение
Настоящий стандарт разработан в соответствии с Федеральным законом «О техническом регулировании» № 184-ФЗ и предназначен для применения всеми подразделениями ЗАО «ЦНИИПСК им. Мельникова» и ОАО НИПИ «Промстальконструкция», специализирующимися на разработке проектов КМ и КМД, диагностике, ремонте и реконструкции промышленных зданий и сооружений различного назначения.
Стандарт может применяться другими организациями, если эти организации имеют сертификаты соответствия, выданные Органами по сертификации в системе добровольной сертификации, созданными организациями-разработчиками стандарта.
Организации-разработчики не несут никакой ответственности за использование данного стандарта организациями, не имеющими сертификатов соответствия.
Необходимость разработки стандарта продиктована тем, что опыт, накопленный организациями-разработчиками стандарта, а также отечественными предприятиями и организациями в области проектирования, изготовления и выполнения стальных конструкций с монтажными соединениями на болтах, содержится в различных нормативных документах, рекомендациях, ведомственных правилах и других, частично устаревших и не охватывающих в целом проблему безопасной эксплуатации промышленных зданий и сооружений различного назначения.
Основной целью разработки стандарта является создание современной нормативной базы по вопросам изготовления и монтажа стальных конструкций с соединениями на болтах.
Замечания и предложения по дополнению и изменению настоящего стандарта просим направлять по адресам:
117393 Москва, ул. Архитектора Власова, 49, ЗАО «ЦНИИПСК им. Мельникова», факс 960-22-77, телефоны для справок: 128-77-77, 120-10-21;
127473 Москва, ул. Садовая Самотечная, 13, ОАО НИПИ «Промстальконструкция», телефоны (факс) для справок 200-17-02, 684-32-65.
Утвержден и введен в действие:
Дата введения - 2006-03-01
1 Область применения
Настоящий стандарт распространяется на изготовление и монтаж несущих и ограждающих стальных строительных конструкций с монтажными соединениями на болтах, в том числе высокопрочных, предназначенных для стационарных, сборно-разборных и передвижных зданий и сооружений различного назначения, воспринимающих постоянные, временные и особые нагрузки типа подвижных, вибрационных, взрывных, сейсмических в климатических районах с расчетной температурой до -65°С и сейсмичностью до 9 баллов, эксплуатируемых как в слабоагрессивных, так и в среднеагрессивных и агрессивных средах с применением защитных металлических и лакокрасочных покрытий.
2 Нормативные ссылки
Федеральный закон «О техническом регулировании» от 27 декабря 2002 г. № 184-ФЗ
3.2 Стандарт распространяется на изготовление и монтаж конструкций с соединениями на болтах следующих видов:
Фрикционных, в которых сдвигающие усилия воспринимаются силами трения, действующими на контактных поверхностях соединяемых элементов в результате натяжения болтов на расчетное усилие;
Срезных, в которых сдвигающие усилия воспринимаются сопротивлением болтов срезу, а соединяемых элементов - смятию;
Фрикционно-срезных, в которых учитывается вся совокупность сопротивлений - болтов срезу, соединяемых элементов смятию и трению;
Фланцевых, в которых предварительно затянутые болты работают на растяжение при жестких фланцах или на растяжение с изгибом при гибких фланцах;
Болтозаклепочных, применяемых при ремонте клепаных конструкций, в которых снижение несущей способности компенсируется силами трения после замены дефектных заклепок болтами, затянутыми на расчетное усилие.
3.3 Стальные конструкции должны изготавливаться и монтироваться в соответствии с рабочей документацией КМ (конструкции металлические) и КМД (конструкции металлические деталировочные). Проектирование и расчет соединений на болтах должны производиться в соответствии с требованиями СТО 0041-2004.
3.4 На чертежах КМ должны быть указаны:
Виды соединений;
Номинальные диаметры отверстий и болтов;
Стандарты на болты, гайки и шайбы;
Классы прочности болтов и гаек;
Осевые усилия натяжения болтов;
Способ натяжения болтов - по моменту закручивания;
Способ подготовки контактных поверхностей с указанием расчетной величины коэффициента трения;
Детали и зоны, не подлежащие огрунтовке или окраске на заводе-изготовителе металлоконструкций;
Дополнительные требования к изготовлению и монтажу металлоконструкций;
Нормативные документы по изготовлению конструкций и технологии выполнения соединений на болтах.
3.5 При разработке чертежей КМД следует учитывать технологические возможности предприятия-изготовителя и особенности выполнения монтажных работ.
3.6 Организация, разработавшая чертежи КМД, несет ответственность за их соответствие проектным решениям, принятым в чертежах КМ, за надежность не расчетных соединений и узлов. Отступления от чертежей КМ должны быть согласованы с разработчиком проекта.
3.7 Изготовление конструкций должно производиться в соответствии с требованиями рабочих чертежей КМ и КМД, ГОСТ 23118 , СП 53-101-98 , технологических карт предприятия-изготовителя; монтаж в соответствии с проектом производства работ, СНиП 3.03.01 и настоящим стандартом.
3.8 В процессе изготовления и монтажа конструкций должен быть обеспечен контроль за выполнением требований настоящего стандарта с занесением результатов контроля в заводскую приемо-сдаточную документацию, а также в исполнительную документацию на монтажные работы.
3.9 Контроль качества изготовления конструкций осуществляет ОТК предприятия-изготовителя, монтажа - линейный инженерно-технический персонал.
4 Изготовление
4.1 Материалы
4.1.1 В зависимости от степени ответственности отдельных групп конструкций зданий и сооружений, а также от условий их эксплуатации и климатического района строительства, для элементов конструкций с соединениями на болтах следует применять листовой и фасонный стальной прокат по табл. 50 и 51 СНиП II-23-81* (издание 2000 года).
4.1.2 Для фланцев, подверженных растяжению, изгибу или их совместному действию, следует применять листовую сталь с гарантированными механическими свойствами в направлении толщины проката (см. пп. 8.4-8.6 СТО 0041-2004).
4.1.3 Применяемая технология сварки и сварочные материалы должны обеспечивать значения временного сопротивления металла сварных швов не ниже нормативных значений временного сопротивления основного металла.
4.1.4 Предприятие-изготовитель стальных конструкций осуществляет комплектацию крепежными изделиями в соответствии с требованиями СТО 0031-2004 . Фундаментальные болты должны соответствовать ГОСТ 24379.0-80 и ГОСТ 24379.1-80 .
4.2 Требования к изготовлению
4.2.1 Прокат перед запуском в производство должен быть проверен на соответствие сопроводительной документации, отсутствие недопустимых прогибов, местных вмятин, трещин, расслоений, отклонений от геометрических размеров.
4.2.2 Резка заготовок фасонного и листового проката допускается как механическим, так и термическим способом. При этом кромки элементов конструкций, работающих на растяжение, а также выполненных из стали с нормативным пределом текучести свыше 350 МПа, должны быть подвергнуты механической обработке на глубину не менее 20% от толщины элемента.
4.2.3 Все отверстия для болтовых монтажных соединений должны быть образованы на проектный диаметр на предприятии-изготовителе стальных конструкций за исключением оговоренных в проектной документации.
4.2.4 Образование отверстий следует производить сверлением на поточных линиях, станках с числовым программным управлением (ЧПУ), по кондукторам, а в случае отсутствия оборудования - по шаблонам с обеспечением точности в соответствии с заданной в проекте КМ или настоящем стандарте. Для не расчетных конструктивных болтовых соединений допускается образование отверстий по намётке.
4.2.5 В не расчетных соединениях допускается образование отверстий продавливанием для сталей с нормативным пределом текучести до 350 Мпа при соотношении толщины металла t и диаметра отверстия d 0 не более 0,7 при t ≤ 20 мм.
4.2.6 В расчетных соединениях допускается продавливание отверстий на меньший диаметр, но не более 0,75 d 0 , при толщине металла не более чем 0,8 d 0 с последующим рассверливанием на проектный диаметр d 0 .
4.2.7 Предельное отклонение диаметра отверстий не должно превышать + 0,6 мм для отверстий диаметром до 28 мм и + 0,9 мм свыше 28 мм.
4.2.8 Предельные отклонения центров отверстий устанавливаются проектной документацией, исходя из условия собираемости конструкций на монтаже.
4.2.9 При отсутствии указаний в проектной документации, предельные отклонения размеров между центрами отверстий в группе назначают равными ± 1,0 мм, в том числе по диагонали, между группами ± 0,5 мм на каждый метр расстояния между ними.
4.2.10 Предельное отклонение размеров соединяемых элементов l должно составлять не более ± 3,0 мм при l ≤ 6 м и ± 0,5 мм на каждый метр длины при l > 6 м.
4.2.11 Толщины накладок не должны превышать:
Для болтов М12 - 12 мм;
Для болтов М16 - 16 мм;
Для болтов М20 - 20 мм;
Для болтов М24 - 25 мм;
Для болтов М27 - 30 мм.
При необходимости применения накладок большей толщины следует применять двухслойные накладки или болты большего диаметра.
Для болтов М12 - 40 мм;
Для болтов М16 - 50 мм;
Для болтов М20 - 60 мм;
Для болтов М24 - 100 мм;
Для болтов М27 - 140 мм.
4.2.13 Для фланцевых соединений следует, как правило, применять следующие сочетания диаметров болтов и толщин фланцев:
М20 - 20 мм;
М24 - 25 мм;
М27 - 30 мм.
4.2.14 Сборку элементов конструкций с фланцевыми соединениями следует выполнять в кондукторах. Базовые поверхности кондукторов и внешние поверхности фланцев после сварки должны быть подвергнуты фрезерованию. Тангенс угла отклонения поверхности фланца не должен превышать величину 0,0007 в каждой из двух плоскостей.
4.2.15 Отправочные марки конструкций должны быть огрунтованы или окрашены (по соглашению с заказчиком) за исключением контактных поверхностей фрикционных и фрикционно-срезных соединений, а также контактных поверхностей фланцев в случае, если это оговорено проектной документацией.
4.3 Контрольная сборка
4.3.1 Контрольная сборка конструкций с соединениями на болтах должна выполняться на предприятии-изготовителе в случае, если это оговорено в проектной документации.
4.3.2 Контрольная сборка конструкций осуществляется в соответствии с требованиями проектной и технологической документации. Несовпадение отверстий (чернота) проверяется калибром диаметром на 0,5 мм больше номинального диаметра болта. Калибр должен проходить в 100 % отверстий каждого соединения.
4.3.3 Зазоры между соединяемыми элементами контролируются щупом толщиной 0,3 мм, между фланцами - щупом толщиной 0,1 мм. Щуп не должен проникать в зону, ограниченную радиусом 1,3 d 0 от оси болта после затяжки всех болтов соединения на проектное усилие.
5 Монтаж
5.1 Требования к монтажной сборке соединений
5.1.1 Работы по возведению зданий и сооружений с соединениями на болтах следует производить в соответствии с утвержденным проектом производства работ (ППР), рабочей документацией и СНиП 3.03.01-87 .
5.1.2 Данные о производстве монтажных работ следует ежедневно вносить в журналы работ по монтажу и выполнению соединений на болтах с контролируемым натяжением ().
5.1.3 Применяемые конструкции должны соответствовать требованиям рабочих чертежей, а метизы - стандартам или техническим условиям, указанным в СТО 0031 . Каждая партия болтов, гаек и шайб должна быть снабжена сертификатом качества с указанием результатов механических испытаний.
5.1.4 В случае сомнений относительно качества поставленных крепежных изделий проводится входной контроль геометрических размеров или механических свойств, предусматривающий испытание болтов на твердость и разрыв с определением фактических значений временного сопротивления, гаек на испытательную нагрузку и твердость, шайб на твердость и неплоскостность. Качество резьбы болтов и гаек контролируется резьбовыми калибрами по ГОСТ 18107.
5.1.5 Крепежные изделия следует хранить в защищенном от атмосферных осадков месте, рассортированными по классам прочности, диаметрам и длинам, а высокопрочные болты и гайки - дополнительно по партиям.
5.1.6 При сборке монтажных элементов должны обеспечиваться устойчивость и неизменяемость их положения в пространстве на всех стадиях монтажа.
5.1.7 Выполнение соединений на болтах с контролируемым натяжением (фрикционные, фрикционно-срезные и фланцевые соединения) и их приемку следует производить под руководством лица, назначенного ответственным за выполнение этого вида соединений приказом по организации, производящей эти работы. К выполнению соединений допускается персонал, прошедший соответствующую подготовку и имеющий удостоверение о допуске к указанным работам. Рекомендуемая программа обучения и форма удостоверения приведены в .
5.1.8 Технологический процесс выполнения соединений предусматривает следующие операции:
Подготовку болтов, гаек и шайб;
Подготовку контактных поверхностей элементов и деталей;
Сборку соединений;
Натяжение болтов на проектное усилие;
Контроль качества выполнения соединений;
Герметизацию соединений и огрунтовку стыков;
Установку клейма бригадира и ответственного лица;
Занесение результатов выполнения и контроля качества соединений в «Журнал выполнения монтажных соединений на болтах с контролируемым натяжением» ().
5.2 Подготовка болтов, гаек и шайб
5.2.1 Технологический процесс подготовки болтов, гаек и шайб, предназначенных для соединений с контролируемым натяжением болтов, включает расконсервацию, очистку от грязи и ржавчины, прогонку резьбы отбракованных болтов и гаек и нанесение смазки.
5.2.2 Расконсервацию болтов, гаек и шайб и нанесение смазки на болты и гайки следует производить кипячением в воде (10÷15 мин) с последующей промывкой в горячем состоянии в смеси, состоящей из 70÷75 % неэтилированного бензина и 30÷25 % минерального масла по ГОСТ 20799. Применяемое соотношение бензина и масла должно обеспечивать на поверхности болтов и гаек тонкий слой смазки.
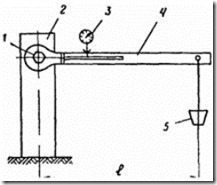
5.2.3 При больших объемах работ применяется пост подготовки метизов, снабженный грузоподъемным оборудованием (рисунок 1).
5.2.4 Подготовленные метизы следует хранить в закрытых ящиках без доступа атмосферных осадков не более 10 дней, так как при более длительном хранении смазка испаряется, увеличивается трение в резьбе, снижается усилие натяжения болтов.
1 - ванна промывочная; 2 - подъемное устройство; 3 - ванна для кипячения;
4 - контейнеры; 5 - поддон; 6 - подставка
Рисунок 1 - Пост подготовки метизов
5.2.5 Для прогонки резьбы отбракованных болтов и гаек рекомендуется применять соответствующим образом оборудованные пневматические или электрические гайковерты, а также метчики и плашки соответствующего диаметра.
5.2.6 В случае превышения срока хранения, а также после прогонки резьбы, метизы должны быть обработаны повторно.
5.2.7 Ориентировочный расход бензина на 100 кг метизов составляет 2,2 л, масла - 0,8 л.
5.2.8 В качестве смазки резьбы допускается применение твердых сортов парафина по ГОСТ 23683 . Очистка болтов, гаек и шайб от заводской консервирующей смазки в данном случае осуществляется кипячением в воде с добавлением моющего средства. Парафин может наноситься на весь комплект (болт, гайка и две шайбы) или только на гайки, предварительно нагретые до температуры не ниже +80°С Расход парафина составляет 3÷4 г на 1 кг крепежных изделий. Подробная технология приведена в «Рекомендации по применению высокопрочных болтов, покрытых составом на основе парафина, в монтажных соединениях стальных конструкций», Москва, 1989 г.
5.2.9 Подготовка метизов с металлическими покрытиями допускается смазкой резьбы гаек посредством их окунания в емкость с минеральным маслом по ГОСТ 20799 не позже чем за 8 часов перед сборкой соединений, с последующим определением величины коэффициента закручивания (К з) с помощью динамометрических контрольных приборов. Установка болтов с нарушенным покрытием, со следами ржавчины или при К з > 0,2 не допускается.
5.3 Подготовка контактных поверхностей
5.3.1 Способ обработки контактных поверхностей фрикционных, фрикционно-срезных и фланцевых соединений указывается в чертежах КМ или КМД.
5.3.3 Контактные поверхности элементов соединений на болтах без контролируемого натяжения должны быть очищены от загрязнений металлическими щетками.
5.3.4 Обработанные поверхности следует предохранять от попадания на них грязи, масла и краски, а также от образования льда. Грязь удаляется металлическими щетками, масло - растворителями, краска и лед - нагревом.
5.3.5 В случае превышения срока с момента подготовки контактных поверхностей до сборки соединения более 3-х суток, следует производить повторную обработку способом, применявшимся при первичной обработке.
5.3.6 Требования повторной обработки не распространяются на налет ржавчины, образующийся на контактных поверхностях после их очистки, а также в случае попадания на них атмосферных осадков в виде влаги или конденсации водяных паров.
5.3.7 Допускается повторная огневая обработка взамен пневматической, при этом в качестве горючего газа может быть использован пропан.
5.4 Сборка соединений
5.4.1 Технологический процесс сборки соединений предусматривает:
Осмотр конструкций и проверку соответствия геометрических размеров собираемых элементов требованиям рабочих чертежей;
Совмещение отверстий и фиксацию в проектном положении элементов и деталей соединения с помощью монтажных оправок;
Постановку болтов в свободные от оправок отверстия;
Натяжение поставленных болтов на усилие, предусмотренное в проекте;
Извлечение оправок, постановку в освободившиеся отверстия болтов и натяжение их на расчетное усилие.
Не допускается установка болтов в отверстия, образованные ручной газовой резкой или сваркой.
5.4.2 Перепад толщин перекрываемых накладками элементов, определяемый до постановки накладок с помощью линейки и щупа, не должен превышать 0,5 мм.
5.4.3 При перепаде плоскостей соединяемых элементов от 0,5 до 3,0 мм, для обеспечения плавного изгиба накладки, кромку выступающего элемента следует удалить наждачным камнем на расстоянии не менее 30 мм от края. При перепаде более 3,0 мм следует применять прокладки. Применение прокладок должно быть согласовано с разработчиком проекта,
5.4.4 Чернота (несовпадение отверстий в отдельных деталях собранного пакета) не должна превышать разности номинальных диаметров отверстий и болтов и не препятствовать свободной, без перекоса, постановке болтов в отверстия.
5.4.5 В собранном пакете болты заданного в проекте диаметра должны проходить в 100 % отверстий. Допускается прочистка 20 % отверстий сверлом или коническим райбером, диаметр которого на 1,0 мм превышает номинальный диаметр болта.
5.4.6 Запрещается применение в расчетных соединениях болтов, не имеющих клейма предприятия-изготовителя и маркировки, обозначающей класс прочности.
5.4.7 Каждый болт устанавливается в соединение с двумя круглыми шайбами (одна ставится под головку болта, другая - под гайку). Высокопрочные болты с увеличенным размером головки под ключ, при разности номинальных диаметров отверстий и болтов до 4 мм, допускается устанавливать с одной шайбой под вращаемым элементом (гайкой или головкой болта).
5.4.8 В срезных соединениях допускается установка под гайкой двух шайб.
5.4.9 В момент установки болтов гайки должны свободно, от руки, навинчиваться по резьбе, в противном случае гайку или болт следует заменить, а отбракованные болты и гайки отправить на прогонку резьбы и повторную подготовку.
5.4.10 При расчете соединений на действие монтажных нагрузок работу оправок и болтов допускается учитывать совместно. Количество оправок и болтов на каждой стадии устройства соединений должно приниматься по расчету на действие монтажных нагрузок.
5.4.11 Количество оправок по условию совмещения отверстий должно составлять 10 % от количества отверстий в соединении, но не менее 2-х штук, а количество стяжных болтов -15÷20 %.
5.4.12 Освобождение оправок допускается после установки во все свободные отверстия болтов и натяжения их на усилие не менее 30 % от проектного. Освобождение оправок ведут поочередно с постановкой заменяющих их болтов.
5.4.13 Места и стадии установки оправок указываются в проекте производства работ, а последовательность натяжения болтов - в соответствии с .
5.4.14 Длины болтов фрикционных и фланцевых соединений назначают в зависимости от суммарной толщины собираемого пакета в соответствии с таблицей 1. При этом выступающая над гайкой резьба должна иметь не менее одного, а под гайкой оставаться не менее двух витков с полным профилем.
5.4.15 Длины болтов фрикционно-срезных и срезных соединений подбирают таким образом, чтобы резьба не попадала в плоскости среза и отстояла от ближайшей из них на расстоянии не менее 5 мм или не менее половины толщины элемента, прилегающего к гайке.
5.4.16 Натяжение болтов на проектное усилие производят после выверки в пространстве и проверки геометрических размеров собираемых конструкций.
Таблица 1
|
Длина болта , мм |
Толщина пакета , при условии установки двух шайб , для болтов диаметром , мм |
|||||||||
|
0÷ 10 |
||||||||||
|
13÷ 20 |
0÷16 |
0÷12 |
||||||||
|
23÷ 30 |
16÷26 |
8÷22 |
0÷18 |
0÷14 |
0÷11 |
|||||
|
33÷40 |
26÷36 |
18÷32 |
15÷28 |
11÷24 |
6÷21 |
0÷18 |
||||
|
43÷50 |
36÷ 46 |
28÷42 |
25÷38 |
21÷34 |
16÷31 |
10÷28 |
0÷20 |
|||
|
53÷60 |
46÷56 |
38÷52 |
35÷48 |
31÷44 |
26÷41 |
20÷38 |
8÷30 |
0÷24 |
||
|
63÷70 |
56÷66 |
48÷62 |
45÷58 |
41÷54 |
36÷51 |
30÷48 |
18÷40 |
8÷34 |
0÷30 |
|
|
73÷80 |
66÷76 |
58÷72 |
55÷68 |
51÷ 64 |
46÷61 |
40÷58 |
28÷50 |
18÷44 |
6÷40 |
|
|
93÷100 |
86÷96 |
78÷92 |
75÷88 |
71÷84 |
66÷81 |
60÷78 |
48÷70 |
38÷64 |
20÷60 |
|
|
106÷116 |
98÷112 |
95÷108 |
81÷104 |
86÷ 101 |
80÷98 |
68÷90 |
58÷84 |
40÷80 |
||
|
126÷136 |
118÷132 |
115÷128 |
111÷124 |
106÷121 |
100÷ 118 |
88÷110 |
78÷104 |
60÷100 |
||
|
138÷152 |
135÷149 |
131÷144 |
126÷141 |
120÷ 138 |
108÷130 |
98÷124 |
80÷120 |
|||
|
155÷168 |
151÷164 |
146÷161 |
140÷158 |
128÷150 |
108÷144 |
100÷140 |
||||
|
171÷184 |
166÷181 |
160÷178 |
148÷ 170 |
128÷164 |
120÷160 |
|||||
5.5 Натяжение болтов
5.5.1 Натяжение болтов на проектное усилие обеспечивается регулированием усилий по моменту закручивания.
5.5.2 Натяжение болтов следует производить от середины соединения или от наиболее жесткой его части по направлению к свободным краям. Если суммарная толщина соединяемых элементов превышает 2 диаметра болта, количество обходов должно быть не менее двух.
5.5.3 Если при натяжении болта поворот гайки происходит без увеличения крутящего момента, то болт и гайка подлежат замене.
5.5.4 Натяжение болтов допускается как за гайку, так и за головку болта. Гайки или головки болтов, затянутых на проектное усилие, отмечают краской или мелом.
5.5.5 Регулирование усилий натяжения болтов осуществляют в следующем порядке:
плотно стягивают пакет посредством натяжения 15÷20 % поставленных болтов (стяжных) до 80÷100 % от проектного усилия, равномерно распределяя их по полю соединения, при этом расположение стяжных болтов в непосредственной близости от оправок обязательно;
все поставленные болты, включая стяжные, затягивают на проектное усилие;
оправки заменяют болтами и затягивают их на проектное усилие.
5.5.6 При регулировании усилий расчетную величину момента закручивания для различных диаметров и классов прочности болтов определяют по формуле
|
|
где Р - заданная в проекте величина осевого усилия натяжения болтов;
d - номинальный диаметр болта;
K з - коэффициент закручивания болтов и гаек, принимаемый равным 0,175 для болтов, поставляемых по ГОСТ 22353 и ГОСТ 1759.4 и подготовленных в соответствии с ;
K н = 1,05 - коэффициент надежности.
5.5.7 В связи с отсутствием статистических данных, величину коэффициента закручивания для болтов, гаек и шайб с металлическими, парафиновыми или другими видами покрытий, а также поставляемых по другим, не указанным в п. 5.5.6 настоящего стандарта, следует устанавливать экспериментально для каждой партии болтов и гаек с помощью динамометрических контрольных приборов на аттестованном оборудовании.
5.5.8 Значения осевых усилий натяжения болтов, рассчитанные по формуле (6) СТО 0041-2004, а также моменты закручивания болтов диаметром 12÷27 мм, рассчитанные по формуле (1), приведены в таблице 2.
5.5.9 Предварительное натяжение болтов до 80÷90 % от проектного рекомендуется производить гайковертами с последующей дотяжкой динамометрическими тарированными ключами. При числе болтов в соединении не более 4 и в труднодоступных местах натяжение болтов динамометрическими ключами допускается за один прием.
Таблица 2
|
Классы прочности болтов |
Номинальные диаметры болтов, мм |
Усилия натяжения болтов, кН (тс) |
Моменты закручивания М з, Н м (кгс· м) при величине коэффициента закручивания K з = 0,175 |
|
Высокопрочные по ГОСТ 22353 |
118 (12,0) |
330 (34) |
|
|
184 (18,8) |
644 (66) |
||
|
229 (23,4) |
882 (90) |
||
|
266 (27,1) |
1117 (114) |
||
|
346 (35,3) |
1634 (167) |
||
|
61 (6,2) |
128 (13) |
||
|
114 (11,6) |
319 (33) |
||
|
178 (18,2) |
623 (64) |
||
|
49 (5,0) |
103 (11) |
||
|
91 (9,3) |
255 (26) |
||
|
142 (14,5) |
497 (51) |
5.5.10 Передаваемый ключом момент закручивания необходимо регистрировать во время движения ключа в направлении, увеличивающем натяжение болта. Затяжку следует производить плавно, без рывков.
5.5.11 Динамометрические ключи должны быть пронумерованы и протарированы. Тарировку ключей следует производить перед началом смены с применением стенда СТП-2000 или другого типа прибора, либо контрольными грузами в соответствии с ГОСТ 8.541 п. 2.1.1 (). Результаты тарировки должны быть занесены в журнал тарировки ключей ().
5.5.12 Отклонение фактической величины момента закручивания от расчетной не должно превышать +15%. Недотяжка болтов не допускается.
5.5.13 Основные технологические операции при выполнении соединений на болтах приведены в обязательном «Типовой технологический процесс выполнения соединений на болтах».
5.6 Выполнение соединений на болтах без контролируемого натяжения
5.6.1 При выполнении соединений на болтах без контролируемого натяжения болты, гайки и шайбы устанавливают в соединения без удаления заводской консервирующей смазки, а при ее отсутствии резьбу болтов и гаек смазывают минеральным маслом по ГОСТ 20799.
5.6.2 Контактные поверхности элементов и деталей перед сборкой соединений должны быть осмотрены и очищены от заусенцев, грязи, рыхлой ржавчины, отстающей окалины и льда. Очистку производят в соответствии с п.п. , . Заусенцы удаляют электрическими или пневматическими шлифовальными машинами.
5.6.3 Сборку соединений выполняют в соответствии с требованиями, изложенными в разделе 5.4. Болты затягивают до отказа монтажными ключами с усилием 294 Н (30 кгс)÷343 Н (35 кгс) и длиной рукоятки 200÷250 мм для болтов М12, 300÷350 мм - М16, 350÷400 мм - М20, 400÷450 мм - М22, 500÷550 мм - М24, 550÷600 мм - для болтов М27.
5.6.4 Для предотвращения самоотвинчивания гайки дополнительно закрепляют постановкой специальных шайб или контргаек. Для болтов, работающих на растяжение, закрепление гаек следует осуществлять исключительно постановкой контргаек. Запрещается приварка гаек к резьбе болтов и к элементам соединений, а также забивка выступающей из гайки резьбы.
5.6.5 В конструкциях, воспринимающих статические нагрузки, гайки болтов, затянутых на усилие свыше 50 % от расчетного предела прочности, допускается дополнительно не закреплять.
5.6.6 Гайки и головки болтов, в том числе фундаментных, после натяжения должны плотно (без зазоров) соприкасаться с плоскостями шайб или элементов конструкций, а стержни болтов выступать из гаек (контргаек) не менее чем на один виток резьбы с полным профилем. Плотность стяжки собранного пакета надлежит проверке щупом толщиной 0,3 мм, который не должен проникать в зону, ограниченную радиусом 1,3d 0 от центра болта, где d 0 - номинальный диаметр отверстия.
Фундаментные (анкерные) болты должны быть затянуты в соответствии с требованиями СНиП 2.09.03-85 , приложение 2.
5.6.7 Качество затяжки болтов без контролируемого натяжения проверяют остукиванием их молотком массой 0,4 кг, при этом болты не должны смещаться. Затяжку болтов и контроль натяжения допускается производить предельными динамометрическими ключами.
5.7 Контроль качества, приемка и герметизация соединений
5.7.1 Качество выполнения соединений на болтах проверяют посредством проведения пооперационного контроля. При приемке работ контролируется качество подготовки контактных поверхностей, точность натяжения болтов, плотность стянутого пакета, а также соответствие геометрических размеров собираемых конструкций требованиям рабочих чертежей КМ в КМД.
5.7.2 Качество подготовки контактных поверхностей соединяемых элементов и деталей (накладок, прокладок) контролируют визуальным осмотром непосредственно перед сборкой соединений. Дефектные поверхности или их участки подлежат исправлению в соответствии с разделом 5.3 настоящего стандарта.
5.7.3 Способ контроля фактической величины осевого усилия натяжения болтов назначается таким же, как и при регулировании усилий их натяжения.
5.7.4 Независимо от способа регулирования усилий контролер (ответственное лицо, ) должен, прежде всего, произвести наружный осмотр всех поставленных болтов и убедиться, что все болты соединения имеют установленную маркировку и одинаковую длину; под все головки болтов и гайки поставлены шайбы (за исключением п.п. ÷); выступающие за пределы гайки части болтов имеют не менее одного витка резьбы с полным профилем над гайкой или двух витков резьбы под гайкой (внутри пакета); осевые усилия натяжения болтов соответствуют указанному в проекте; на собранном узле имеется клеймо бригады, выполнявшей эти работы, а результаты занесены в журнал выполнения соединений на болтах с контролируемым натяжением.
5.7.5 Количество болтов, подлежащих контролю осевого усилия (момента закручивания), должно составлять:
При числе болтов в соединении до 5 шт. - все болты;
6 и более - 15%, но не менее 5 штук.
5.7.6 При контроле фактическая величина момента закручивания должна быть не менее расчетной и не превышать ее более чем на 15 %.
5.7.8 Представителю заказчика, ведущему приемку выполненных работ, предоставляется право дополнительного контроля 10 % болтов динамометрическим ключом.
5.7.9 При несоответствии результатов контроля хотя бы для одного болта, контролируется удвоенное количество болтов. Если и в этом случае будет выявлен недотянутый болт, контролируются все болты данного соединения. Натяжение всех болтов должно быть доведено до расчетной величины.
5.7.10 Плотность стяжки пакета контролируется щупом толщиной 0,3 мм напротив затянутого болта. При этом щуп не должен проникать в зону, ограниченную радиусом 1,3 d 0 от оси болта, где d 0 - номинальный диаметр отверстия.
5.7.11 Результаты контроля, независимо от способа регулирования усилий натяжения болтов, должны быть занесены в журнал ().
5.7.12 В случае отсутствия замечаний, рядом с клеймом бригады устанавливается клеймо бригадира. Если болты или гайки подготовлены методом парафинирования, дополнительно ставится клеймо «П». Типы и размеры клейм должны соответствовать ГОСТ 25726.
5.7.13 После приемки соединений контролером все поверхности стыков, включая головки болтов, гайки и шайбы, в том числе контуры накладок, должны быть огрунтованы, а зазоры заполнены герметиком или монтажной пеной. Место установки клейм обозначить белой краской размером не менее 100×100 мм.
Приложение А
(обязательное)
Оформление обложек и страниц журнала выполнения монтажных соединений на болтах с контролируемым натяжением
Титульный листЖурнал выполнения монтажных соединений на болтах с контролируемым натяжением №_______ Наименование организации, выполняющей работы__________________________________ Наименование объекта строительства_____________________________________________ Должность, фамилия, инициалы и подпись лица, ответственного за выполнение работ и ведение журнала______________________________________________________________ Организация, разработавшая проектную документацию, чертежи КМ____________________ ____________________________________________________________________________ Организация, разработавшая проект производства работ______________________________ ____________________________________________________________________________ Шифр проекта________________________________________________________________ Предприятие, разработавшее чертежи КМД и изготовившее конструкции_________________ ____________________________________________________________________________ Шифр заказа_________________________________________________________________ Заказчик (организация), должность, фамилия, инициалы и подпись руководителя (представителя) технического надзора_____________________________________________ ____________________________________________________________________________ Журнал начат «___»_____________200__г. Журнал окончен «___»_____________200__г. |
1-я страница
Список звеньевых (монтажников), занятых установкой болтов
|
Фамилия, имя, отчество |
Присвоенный разряд |
Присвоенный номер или знак (клеймо) |
Квалификационное удостоверение |
Примечание |
|
|
дата выдачи |
кем выдано |
||||
2-я и последующие страницы
|
Дата |
Номер чертежа КМД и наименование узла (стыка) в соединении |
Постановка болтов |
Результаты контроля |
||||||||
|
число поставленных болтов в соединении, шт. |
номер сертификата на болты |
способ обработки контактных поверхностей |
расчетный момент закручивания, кгс· м |
качество обработки контактных поверхностей |
число проверенных болтов, шт |
результаты проверки момента закручивания, кгс· м |
номер клейма, подпись бригадира |
подпись лица, ответственного за постановку болтов |
подпись представителя заказчика |
||
|
3-я страница обложки |
|||
|
В журнале пронумеровано и прошнуровано |
|||
|
Страниц |
|||
|
«____»__________________ 200___ г. |
|||
|
(должность, фамилия, инициалы и подпись руководителя организации, выдавшего журнал) |
|||
|
Место |
|||
|
печати |
|||
Программа обучения монтажников и инженерно-технических работников по выполнению и приемке соединений на болтах (20 часов)
1. Виды соединений,
особенности работы соединений с контролируемым и без
контролируемого натяжения болтов2
часа
2. Материалы, изделия и условия их применения2 часа
3. Технология выполнения соединений на болтах с контролируемым натяжением:
теоретические занятия3 часа
практические занятия3 часа
4. Применяемые приборы, инструменты и приспособления2 часа
5. Приемка и герметизация соединений2 часа
6. Техническая исполнительная документация1 час
7. Техника безопасности2 часа
8. Аттестация и выдача удостоверений3 часа
После обучения по 20-часовой программе проводится аттестация и выдается удостоверение на право производства работ на срок 1 год.
Форма удостоверения
|
Сведения о повторных проверках: |
||||||||||||||
|
фото |
Должность |
|||||||||||||
|
Место работы |
||||||||||||||
|
М.П. |
Удостоверение № |
После проверки знаний допущен к выполнению монтажных соединений на болтах с контролируемым натяжением. |
||||||||||||
|
Выдано |
||||||||||||||
|
(фамилия, имя, отчество) |
Протокол от «__»___________200__г. №__ |
|||||||||||||
|
Должность |
||||||||||||||
|
Место работы |
Действительно до «___»________200__г. |
|||||||||||||
|
в том, что после проверки знаний допущен к выполнению монтажных соединений на болтах с контролируемым натяжением. |
||||||||||||||
|
Протокол от «__»___________200__г. №__ |
||||||||||||||
|
Действительно до «__»__________200__г. |
Председатель комиссии |
|||||||||||||
|
Председатель комиссии |
(ф.и.о.) |
|||||||||||||
|
(ф.и.о.) |
Член комиссии |
|||||||||||||
|
Член комиссии |
(ф.и.о.) |
|||||||||||||
|
(ф.и.о.) |
МП. |
|||||||||||||
Методика определения коэффициента закручивания K з
Определение фактической величины K з для партии болтов, гаек и шайб следует производить на динамометрическом приборе гидравлического типа УТБ-40 или другом аттестованном оборудовании, позволяющем одновременно фиксировать величину осевого усилия в стержне болта Р и приложенного к гайке крутящего момента М з.
Величина K з для партии болтов и гаек определяется по формуле (1) и принимается как среднеарифметическое значение по результатам испытаний 5 штук болтов, гаек и шайб.
где d - номинальный диаметр болта, мм;
Осевое усилие в стержне болта, кН;
Наименьшее временное сопротивление болта разрыву, кН/мм;
Площадь сечения болта нетто, мм 2 .
Результаты определения K з оформляются протоколом или актом.

1 - поршень; 2 - корпус; 3 - фланец;
4 - манометр; 5 - испытываемый болт
Рисунок 1В - Общий вид устройства УТБ-40
Приложение Г
(обязательное)
Тарировка динамометрических ключей
Г1. Динамометрические ключи тарируют с помощью специальных тарировочных стендов или контрольными грузами (гирями) в соответствии с ГОСТ 8.541-86 п. 2.1.2.
Тарировку предельных или контрольных (индикаторных) ключей грузами производят в следующем порядке. На шестигранную оправку или на затянутый высокопрочный болт навешивают ключ таким образом, чтобы его рукоятка с подвешенным грузом занимала горизонтальное положение (рисунок 1Г). В фиксированной точке на конце ключа подвешивают набор грузов общей массой т. Масса каждого груза не должна превышать 10÷15 кгс (98÷147 Н). На каждом грузе указывается его масса с точностью до 0,1 кгс (0,98 Н).
Для предельных ключей масса груза m , при которой происходит срабатывание ключа, составит:
![]()
где M з - расчетный момент закручивания (п. 5.5.6);
Δ M з - момент, равный произведению массы ключа на расстояние от центра его тяжести до оси поворота ключа;
l - расстояние от точки приложения груза до оси поворота ключа.
При тарировке индикаторных ключей перед навешиванием грузов стрелка измерительного прибора устанавливается на «0». После подвешивания грузов массой m отсчет берется по измерительному прибору и определяется цена деления прибора, равная
где M з = m l - расчетный момент закручивания;
n - показания измерительного прибора.
Измерения повторяют 2÷4 раза до получения стабильного результата.
Результаты тарировки заносят в журнал тарировки ключей ().
Г2. Применяемые динамометрические ключи должны соответствовать ГОСТ Р 51254 и обеспечивать предел основной допускаемой погрешности от измеряемого значения не менее величины, определяемой уравнением
![]()
где K = 35 при доверительной вероятности результатов измерений, равной 0,95.

1 - опора; 2 - приваренный шестигранник,
3 - тарируемый ключ; 4 - тарировочный груз
Рисунок 1Г - Тарировка ключей
При допуске на затяжку 15 % (п. 5.7.6) допускаемая погрешность измерений ключей Δ составит
![]()
Для ключей с пределом измерений до 130 кгс∙ м (1274 Нм) и длиной l = 1,5 м погрешность измерений Δ при тарировании грузами массой до 10÷15 кгс (98÷147 Н) и взвешенных с точностью до 0,1 кгс (0,98 Н) составит
(наименование объекта строительства)
_____________________________________________________________
(месторасположение объекта)
Журнал
контрольной тарировки динамометрических ключей
|
Дата |
Ключ |
Вес груза, н (кгс) |
Момент от контрольного груза, нм (кгс· м) |
Показания на приборе*, дел. |
Подпись бригадира |
|
|
тип |
номер |
|||||
|
* - при тарировке предельных ключей в графе «Показания на приборе» делается запись «срабатывание ключа». |
||||||
Приложение Е
(обязательное)
Типовой технологический процесс выполнения соединений на болтах
|
№№ п/п |
Наименование технологических операций |
Необходимые инструменты, оборудование и материалы |
|||||
|
Подготовка болтов, гаек и шайб |
|||||||
|
Очистить и смазать болты, гайки и шайбы кипячением в воде в течение 10÷ 15 мин с последующим погружением в горячем состоянии в смесь, состоящую из 70÷ 75% неэтилированного бензина и 30÷ 35% минерального масла |
Решетчатая тара до 30 л. Емкость на 40÷ 100 л. Бензин 2,2 л, масло 0,8 л на 100 кг метизов |
||||||
|
Перед нанесением парафинового покрытия болты, гайки и шайбы очистить от консервирующей смазки кипячением в воде с добавлением моющего средства МС-18, МС-15 или кальцинированной соды с концентрацией 15÷ 30 г/л |
Решетчатая тара до 30 л. Емкость на 40÷ 100 л |
||||||
|
Нанести парафиновое покрытие на предварительно нагретые в моющем растворе крепежные изделия (болты, гайки и шайбы или одни гайки). Температура крепежных изделий должна быть не ниже 80°С, парафинового состава - 70÷ 80°С |
Ванна с расплавленным парафином. Расход парафина составляет 3÷ 4 г/кг |
||||||
|
Уложить подготовленные болты, гайки и шайбы (раздельно) в специальную переносную тару. Срок хранения подготовленных метизов составляет: смазанных минеральным маслом или промытых в моющем растворе не более 10 суток; с парафиновым покрытием - до 4-х месяцев. |
Закрытые ящики для подачи метизов на рабочее место |
||||||
|
Подготовка контактных поверхностей |
|||||||
|
Удалить заусенцы вокруг отверстий и по кромкам элементов и деталей плоской стороной шлифовального камня. Устранить ступенчатость соединяемых элементов |
Шлифмашинка |
||||||
|
Обработать контактные поверхности соединяемых элементов и деталей, включая прокладки, способом, указанным в проекте |
|||||||
|
Результаты подготовки контактных поверхностей занести в журнал () и предъявить их для контроля ответственному лицу |
|||||||
|
Сборка соединений |
|||||||
|
Проверить отсутствие на соединяемых элементах и деталях местных погнутостей, соответствие геометрических размеров требованиям рабочих чертежей |
Линейка стальная длиной 1 м, рулетка |
||||||
|
Убедиться в отсутствии на контактных поверхностях следов масла, а также заусенцев вокруг отверстий и по краям деталей. При необходимости произвести повторную обработку контактных поверхностей |
|||||||
|
Установить накладки в проектное положение и зафиксировать взаимное положение деталей сборочными пробками в количестве 10%, но не менее двух от числа отверстий и стяжными болтами |
Сборочные пробки, молоток, коликовые и рожковые ключи |
||||||
|
Произвести выверку элементов конструкций в пространстве |
Рулетка, линейка, теодолит, нивелир |
||||||
|
В случае несовпадения, произвести прочистку до 20% отверстий коническим райбером диаметром не менее номинального диаметра болтов и не более номинального диаметра отверстий |
Конические райберы, сверлильная машина |
||||||
|
Заполнить свободные отверстия болтами необходимой длины с установкой под головки болтов и гайки по одной шайбе |
Монтажные гаечные ключи, ящики с метизами, имеющими бирку с указанием даты подготовки |
||||||
|
Натяжение болтов по моменту закручивания |
|||||||
|
Протарировать динамометрические ключи на стенде или при помощи контрольных грузов () |
Тарировочный стенд, набор грузов массой 10÷ 20 кг каждый |
||||||
|
Затянуть гайки с расчетным моментом закручивания. Предварительное натяжение допускается производить гайковертом, создающим натяжение болтов на 0÷ 10% ниже расчетного |
Динамометрический тарировочный ключ, гайковерт |
||||||
|
Результаты натяжения болтов занести в журнал (), на собранном узле установить клеймо бригады, соединения предъявить для контроля ответственному лицу |
Молоток, клеймо по ГОСТ 25726 |
||||||
|
Контроль качества выполнения соединений |
|||||||
|
Проверить плотность стяжки пакета щупом толщиной 0,3 мм |
Щуп 0,3 мм |
||||||
|
Проверить соответствие установленных болтов требованиям проекта |
Визуально |
||||||
|
Проверить натяжение болтов в каждом соединении в количестве 15%, но не менее 5 шт. |
Тарированный динамометрический ключ |
||||||
|
Результаты контроля занести в журнал (), рядом с клеймом бригады установить клеймо бригадира |
|||||||
|
Герметизация соединений |
|||||||
|
Принятое соединение загерметизировать, не окрашенные места огрунтовать, щели заполнить герметиком или монтажной пеной. Место установки клейма обозначить белым трафаретом |
Кисть, грунт ГФ-021 или ФЛ-ОЗК с добавкой сухого пигмента, герметик, краска белая |
||||||
Ключевые слова : крепежные изделия, класс прочности, соединение, сдвиг, срез, смятие, растяжение, трение, усилие, момент закручивания
УТВЕРЖДАЮ
Директор___________________
___________ .___________________
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Высокопрочные болты, гайки и шайбы следует применять в соответствии с указаниями рабочих (КМ) или деталировочных (КМД) чертежей стальных конструкций монтируемого объекта.
1.2. Проекты производства работ (ППР) должны содержать схемы производства работ или технологические карты, предусматривающие выполнение соединений на высокопрочных болтах в конкретных условиях монтируемого объекта.
1.3. Подготовку, сборку и приемку соединений на высокопрочных болтах следует производить под руководством лица (мастера, прораба), назначенного приказом по монтажной организации ответственным за выполнение этого вида соединений на объекте.
1.4. К выполнению соединений на высокопрочных болтах допускаются слесари-монтажники не моложе 18 лет, прошедшие специальную теоретическую и практическую подготовку, подтвержденную личным удостоверением на право выполнения этих работ, выданным монтажной организацией.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Требования к применяемым материалам
2.1.1. Высокопрочные болты, гайки, шайбы должны быть поставлены на монтируемый объект партиями, снабженными сертификатами в соответствии с требованиями ГОСТ 22353-77, ГОСТ 22354-77, ГОСТ 22355-77, ГОСТ 22356-77.
2.1.2. Для пескоструйной (дробеструйной) обработки контактных поверхностей соединяемых элементов конструкций следует применять кварцевый песок по ГОСТ 8736-77 либо дробь из чугуна или стали по ГОСТ 11964-81 Е.
2.1.3. Для образования клеефрикционного покрытия на контактных поверхностях накладок следует применять клей на основе эпоксидно-диановой смолы ЭД-20 по ГОСТ 10587-76 и карборундовый порошок марок КЗ и КЧ, фракций № 8, 10, 12 по ГОСТ 3647-80.
2.1.4. Для газопламенной обработки поверхностей следует применять ацетилен по ГОСТ 5457-75 и кислород по ГОСТ 6331-78. Ацетилен и кислород необходимо подавать к месту работы в стальных баллонах по ГОСТ 15860-70.
2.2. Требования к соединяемым элементам конструкций и инструменту
2.2.1. Возможность свободной поставки высокопрочных болтов и завинчивания гаек с применением гайковертов и динамометрических ключей должна обеспечиваться конструктивным решением соединений.
2.2.2. Не допускается монтаж соединений при наличии на элементах конструкций заусенцев вокруг и внутри отверстий, а также по краям элементов.
Контактные поверхности элементов не подлежат огрунтовке и окраске. Расстояние между осью болтов последнего ряда и огрунтованной поверхностью не должно быть менее 70 мм.
2.2.3. Не допускается применять в соединениях элементы, имеющие отклонения размеров, не соответствующих требованиям СНиП III-18-75 «Правила производства и приемки работ. Металлические конструкции». Перепад плоскостей элементов, соединяемых накладками, не должен превышать 0,5 мм включительно.
2.2.4. В соединениях из прокатных профилей с непараллельными поверхностями полок должны быть применены выравнивающие прокладки.
2.2.5. Номинальные диаметры и чернота отверстий (несовпадение отверстий в отдельных деталях собранного пакета) не должны превышать требований, указанных в главе СНиП III-18-75 «Правила производства и приемки работ. Металлические конструкции».
2.2.6. Контрольно-тарировочные динамометрические ключи должны быть пронумерованы, протарированы и снабжены тарировочными графиками или таблицами. Пневматические и электрические гайковерты должны отвечать паспортным требованиям.
3.1. Подготовительные операции
3.1.1. К подготовительным операциям относятся: расконсервация и очистка высокопрочных болтов; подготовка элементов конструкций; контрольно-тарировочная проверка инструмента.
3.1.2. Высокопрочные болты, гайки, шайбы должны быть очищены от заводской консервации, грязи, ржавчины и покрыты тонким слоем смазки. Расконсервация и очистка проводятся по следующей технологии.
3.1.3. Высокопрочные болты, гайки и шайбы массой не более 30 кг уложить в решетчатую тару.
3.1.4. Решетчатую тару, заполненную метизами, погрузить в бак с кипящей водой на 8 — 10 мин (см. чертеж).
3.1.5. После кипячения горячие метизы промыть в смеси, состоящей из 85% неэтилированного бензина по ГОСТ 2084-77 и 15% машинного масла (типа автол) по ГОСТ 20799-75 путем 2 — 3-кратного погружения с последующим высыханием.
3.1.6. Обработанные болты, гайки и шайбы уложить раздельно в закрытые ящики с ручками емкостью не более 20 кг для переноса их на рабочее место.
3.1.7. На переносной таре указать типоразмеры, количество болтов, гаек и шайб, дату обработки, номера сертификатов и партии.
3.1.8. Очищенные болты, гайки и шайбы следует хранить в закрытых ящиках не более 10 суток, после чего необходимо провести повторную обработку в соответствии, с пп. 3.1.4 и 3.1.5.
3.1.9. Заусенцы, обнаруженные вокруг и внутри отверстий, а также по краям элементов, должны быть удалены полностью. Удаление заусенцев вокруг отверстий и по краям элементов следует производить пневматической или электрической зачистными машинами без образования углубления, нарушающего контакт соприкасающихся поверхностей, а в случае наличия заусенцев внутри отверстия — сверлом, диаметр которого равен диаметру болта.
3.1.10. При перепаде плоскостей соединяемых элементов свыше 0,5 до 3,0 мм включительно на выступающем элементе необходимо сделать скос зачистной пневматической или электрической машиной на расстоянии до 30,0 мм от края элемента. При перепаде плоскостей более 3,0 мм следует применять выравнивающие прокладки.
3.1.11. Тарировку (проверку тарировки) контрольно-тарировочных динамометрических ключей следует производить один раз в смену перед началом работы на специальных стендах или приспособлениях в соответствии с рекомендуемым приложением 1. Тарировка гайковертов производится в соответствии с рекомендуемым приложением 2.
Приспособление для кипячения высокопрочных болтов, гаек и шайб
1 — нагревательный элемент; 2 — решетчатая тара для болтов; 3 — резервуар для воды;
4 — сливная пробка
3.2. Основные технологические операции
3.2.1. К основным технологическим операциям относятся:
— обработка контактных поверхностей;
— сборка соединений;
— установка высокопрочных болтов;
— натяжение и контроль за натяжением болтов.
3.2.2. Способ обработки контактных поверхностей выбирают в соответствии с коэффициентом трения, указанным в чертежах КМ или КМД, и главой СНиП II-23-81 «Стальные конструкции. Нормы проектирования».
Установлены следующие способы обработки контактных поверхностей, выполняемые на монтажной площадке: пескоструйный (дробеструйный); газопламенный; металлическими щетками; клеефрикционный.
3.2.3. Пескоструйную (дробеструйную) обработку контактных поверхностей соединяемых элементов следует производить пескоструйными или дробеструйными аппаратами по ГОСТ 11046-69 (СТ СЭВ 3110-81).
При пескоструйной (дробеструйной) обработке контактных поверхностей прокатная окалина и ржавчина должны быть полностью удалены до получения однородной поверхности светло-серого цвета.
3.2.4. Газопламенную обработку контактных поверхностей необходимо осуществлять широкозахватными газопламенными горелками ГАО-60 или ГАО-2-72 по ГОСТ 17357-71.
Газопламенная обработка допускается при толщине металла не менее 5,0 мм.
Скорость перемещения горелки 1 м/мин при толщине металла более 10 мм и 1,5-2 м/мин — при толщине металла до 10 мм включительно.
Продукты сгорания и окалину следует сметать мягкими проволочными, а затем волосяными щетками.
Поверхность после газопламенной обработки должна быть свободна от грязи, краски, масляных пятен и легкоотслаиваемой окалины. Полное удаление прокатной окалины необязательно.
Оборудование поста газопламенной обработки и краткая техническая характеристика оборудования приведены в рекомендуемом приложении 3.
3.2.5. Обработку контактных поверхностей металлическими щетками следует выполнять при помощи пневматических или электрических зачистных машин, марки которых указаны в рекомендуемом приложении 4.
Доводить очищаемые контактные поверхности до металлического блеска не допускается.
3.2.6. Клеефрикционное покрытие на контактные поверхности накладок, как правило, наносят на заводах-изготовителях металлических конструкций.
Технологический процесс получения клеефрикционного покрытия предусматривает:
— обработку контактных поверхностей накладок в пескоструйных (дробеструйных) аппаратах по ГОСТ 11046-69 (СТ СЭВ 3110-81);
— нанесение на обработанные контактные поверхности накладок эпоксидно-полиамидного клея;
— нанесение по неотвердевшему клею карборундового порошка.
Сохранность клеефрикционного покрытия должна быть обеспечена упаковкой накладок на весь период их погрузки, транспортировки, разгрузки и хранения на строительно-монтажной площадке.
Срок хранения накладок с клеефрикционным покрытием не ограничен.
Состав клеефрикционного покрытия приведен в рекомендуемом приложении 5.
Контактные поверхности основных соединяемых элементов перед сборкой должны быть обработаны металлическими щетками согласно п. 3.2.5.
3.2.7. Металлизационную обработку контактных поверхностей соединяемых элементов конструкций (оцинкование, алюминирование), как правило, производят на заводах-изготовителях металлических конструкций.
3.2.8. Обработанные поверхности должны быть защищены от попадания на них грязи, масла, а также образования льда. Срок хранения конструкций, обработанных пескоструйным (дробеструйным), газопламенным способами или металлическими щетками, до сборки не должен превышать трех суток, после чего следует провести повторную обработку поверхностей в соответствий с пп. 3.2.3 — 3.2.5.
Поверхности, обработанные пескоструйным (дробеструйным) способом, при повторной обработке допускается очищать газопламенным способом.
3.2.9. Контактные поверхности без обработки должны быть очищены от грязи и отслаиваемой окалины металлическими щетками; от масла — неэтилированным бензином, от льда — скалыванием.
3.2.10. Сборка соединений на высокопрочных болтах включает следующие операции:
— совмещение отверстий и фиксация в проектном положении элементов соединения с помощью сборочных пробок, количество которых должно составлять 10% количества отверстий, но не менее 2 шт.;
— установка высокопрочных болтов в отверстия, свободные от сборочных пробок;
— плотная стяжка пакета;
— натяжение установленных высокопрочных болтов на усилие, указанное в чертежах КМ и КМД;
— извлечение сборочных пробок, постановка в освободившиеся отверстия высокопрочных болтов и натяжение их до проектного усилия;
— огрунтовка соединения.
3.2.11. Под головки и гайки высокопрочных болтов необходимо ставить только по одной термически обработанной шайбе по ГОСТ 22355-77.
Выступающий конец болта должен обязательно иметь не менее одной нитки резьбы над гайкой.
3.2.12. При несовпадении отверстий их рассверловку в элементах с обработанными поверхностями следует производить, не применяя охлаждающих жидкостей.
3.2.13. Предварительное и окончательное натяжения высокопрочных болтов необходимо выполнять от середины соединения к краям или от наиболее жесткой части соединения по направлению к его свободным краям.
3.2.14. Метод натяжения высокопрочных болтов должен быть указан в чертежах КМ или КМД.
3.2.15. При отсутствии указаний метод натяжения выбирает монтажная организация по рекомендуемому приложению 2.
4. ПРАВИЛА ПРИЕМКИ И МЕТОДЫ КОНТРОЛЯ
4.1. После выполнения монтажного соединения на высокопрочных болтах бригадир обязан накернить на соединение личное клеймо (набор цифр) и предъявить готовое соединение ответственному лицу.
4.2. Ответственное лицо (мастер, прораб) после осмотра и проверки должно предъявить готовое соединение представителю заказчика. При отсутствии у заказчика замечаний соединение следует считать принятым и ответственное лицо вносит все необходимые сведения о нем в журнал выполнения монтажных соединений на высокопрочных болтах (см. обязательное приложение 6).
4.3. После приемки готовое соединение следует огрунтовать и окрасить. Марки грунта и лакокрасочного материала принимают по «Перечню полимерных материалов и изделий, разрешенных к применению в строительстве», утвержденному Минздравом СССР, такие же, что и для огрунтовки и окраски металлоконструкций. Марки грунта и краски должны быть указаны в чертежах КМ и КМД.
4.4. Качество выполнения соединений на высокопрочных болтах ответственное лицо проверяет путем пооперационного контроля. Контролю подлежат:
— качество обработки контактных поверхностей;
— соответствие установленных болтов, гаек и шайб требованиям ГОСТ 22353-77, ГОСТ 22354-77, ГОСТ 22355-77, ГОСТ 22356-77, а также другим требованиям, указанным в чертежах КМ и КМД;
— наличие шайб под головками болтов и гайками;
— наличие на головках болтов клейма завода-изготовителя;
— длина выступающей части резьбы болта над гайкой;
— наличие клейма бригадира, руководящего сборкой соединения.
4.5. Качество обработки контактных поверхностей проверяют путем их визуального осмотра непосредственно перед сборкой соединений. Результаты контроля необходимо занести в журнал (см. обязательное приложение 6).
4.6. Соответствие натяжения болтов проектному проверяют в зависимости от метода натяжения. Отклонение фактического момента закручивания от момента, указанного в чертежах КМ и КМД, не должно превышать 20%.
Угол поворота гайки определяется по положению меток на выступающем конце болта и гайки. При двухстадийном натяжении болтов отклонение угла поворота должно быть в пределах ±15°, при одностадийном — ±30°.
Болты, у которых положение меток выходит за указанные пределы, должны быть отпущены и затянуты вновь.
4.7. Натяжение высокопрочных болтов проверяют тарированным динамометрическим ключом или контрольным протарированным гайковертом.
Натяжение болтов следует контролировать выборочной проверкой: при количестве болтов в соединении до 5 включительно контролируется 100% болтов, при количестве болтов от 6 до 20 — не менее 5, при большем количестве — не менее 25% болтов в соединении.
4.8. Если при контроле обнаружится хотя бы один болт, натяжение которого не удовлетворяет требованиям п. 4.6 настоящего стандарта, то контролю подлежат 100% болтов в соединении. При этом натяжение болтов должно быть доведено до требуемой величины.
4.9. Плотность стягиваемого пакета контролируют щупами 0,3 мм. Щуп не должен проходить между плоскостями по контуру соединяемых элементов.
4.10. Документация, предъявляемая при приемке готового объекта, кроме документации, предусмотренной главой СНиП III-18-75 «Правила производства и приемки работ. Металлические конструкции», должна содержать:
— журнал выполнения монтажных соединений на высокопрочных болтах;
— сертификаты на болты, гайки и шайбы;
— сертификаты на материалы для образования клеефрикционных покрытий.
5. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
5.1. Организация участка укрупнительной сборки конструкций с монтажными соединениями на высокопрочных болтах должна обеспечивать безопасность труда работающих на всех этапах выполнения работ.
Работы по монтажу конструкций на высокопрочных болтах необходимо производить в соответствии с ППР, содержащим следующие решения по технике безопасности:
— организация рабочих мест и проходов;
— последовательность технологических операций;
— методы и приспособления для безопасной работы монтажников;
— расположение и зоны действия монтажных механизмов;
— способы складирования строительных материалов и элементов конструкции.
5.2. Размещение рабочего оборудования и организация рабочих мест должны обеспечивать безопасность эвакуации работающих при аварийных ситуациях с учетом действующих строительных норм.
5.3. Все работы на высоте по выполнению монтажных соединений на высокопрочных болтах следует производить с подмостей, обеспечивающих свободный доступ к соединению с инструментом.
Средства подмащивания и другие приспособления, обеспечивающие безопасность производства работ, должны соответствовать требованиям главы СНиП III-4-80 «Правила производства и приемки работ. Техника безопасности в строительстве», ГОСТ 12.2.012-75, ГОСТ 24259-80 и ГОСТ 24258-80.
5.4. Электробезопасность на монтажном участке должна обеспечиваться в соответствии с требованиями ГОСТ 12.1.013-78.
5.5. При обработке контактных поверхностей пескоструйными (дробеструйными) аппаратами следует выполнять «Правила устройства и безопасности эксплуатации сосудов, работающих под давлением», утвержденные Госгортехнадзором СССР.
5.6. Место производства пескоструйных (дробеструйных) работ следует ограждать и около него вывешивать соответствующие предупредительные знаки и надписи.
5.7. Материалы для пескоструйной (дробеструйной) обработки поверхностей (песок, дробь, металлический песок) следует хранить в емкостях с плотно закрываемой крышкой.
5.8. Оператор пескоструйного (дробеструйного) аппарата и подсобный рабочий снабжаются скафандрами или шлемами с принудительной подачей чистого воздуха.
5.9. Подаваемый в скафандр воздух предварительно должен быть пропущен через фильтр для очистки от пыли, воды и масла.
5.10. Между рабочими местами оператора и подсобного рабочего, находящихся возле пескоструйного (дробеструйного) аппарата, должна быть предусмотрена звуковая или световая сигнализация.
5.11. При обработке контактных поверхностей металлическими щетками (ручными и механическими) рабочие должны быть обеспечены защитными очками по ГОСТ 12.4.003-80 или масками, рукавицами и респираторами.
5.12. При обработке контактных поверхностей газопламенным способом необходимо выполнять требования главы СНиП III-4-80 «Правила производства и приемки работ. Техника безопасности в строительстве», а также санитарных правил при сварке и резке металлов, утвержденных Министерством здравоохранения СССР.
5.13. Места производства газопламенных работ должны быть освобождены от сгораемых материалов в радиусе не менее 5 м, а от взрывоопасных материалов и установок (в том числе газовых баллонов и газогенераторов) — в радиусе 10 м.
5.14. Не допускается производство работ по газопламенной обработке поверхностей элементов конструкций в дождливую погоду вне помещений без устройства навеса.
5.15. При выполнении газопламенной обработки контактных поверхностей рабочие должны быть обеспечены защитными очками закрытого типа со стеклами-светофильтрами марок Г-1 или Г-2.
Вспомогательные рабочие должны быть обеспечены защитными очками со стеклами-светофильтрами марок В-1 или В-2.
5.16. Нанесение клеефрикционного слоя на поверхность накладок, как правило, должно выполняться на заводах-изготовителях. При этом должны соблюдаться требования безопасности по ГОСТ 12.3.008-75, ГОСТ 12.3.016-79 и ГОСТ 10587-76, а также правила техники безопасности при работе с синтетическими клеями.
5.17. Приготовление клея и нанесение клеефрикционных покрытий должны осуществляться в отдельном помещении, оборудованном обменной и местной вентиляцией.
5.18. Лица, работающие с эпоксидно-диановыми смолами, должны быть обеспечены спецодеждой и перчатками.
Для защиты кожных покровов от воздействия эпоксидно-диановых смол следует применять защитные пасты и мази на основе ланолина, вазелина или касторового масла.
5.19. Помещение для нанесения клеефрикционных покрытий должно быть обеспечено средствами пожаротушения — углекислотными и пенными огнетушителями.
5.20. Расконсервация болтов, гаек и шайб должна производиться на открытой площадке с навесом.
5.21. При кипячении метизов в воде ванну необходимо заземлить. Рабочие, производящие расконсервацию метизов, не должны иметь непосредственного контакта с ваннами для кипячения и смазки. Процесс загружения должен быть механизирован.
5.22. При выполнении сборочных операций совмещение отверстий и проверка их совпадения в монтируемых элементах конструкций должны производиться с использованием специального инструмента — конусных оправок, сборочных пробок и др. Проверять совпадение отверстий пальцами рук не допускается.
5.23. Эксплуатация механизмов, средств малой механизации, включая техническое обслуживание, должна осуществляться в соответствии с требованиями главы СНиП III-4-80 «Правила производства и приемки работ. Техника безопасности в строительстве» и инструкций заводов-изготовителей.
5.24. При применении ручных машин следует соблюдать правила безопасности, предусмотренные ГОСТ 12.1.012-79 (СТ СЭВ 1932-79, СТ СЭВ 2602-80) и ГОСТ 12.2.010-75, а также инструкциями заводов-изготовителей.
5.25. Режим труда при работе с ручными электрическими и пневматическими машинами и гайковертами должен устанавливаться в соответствии с «Рекомендациями к разработке Положения о режиме труда работников виброопасных профессий», утвержденными в декабре 1971 г. ВЦСПС, Министерством здравоохранения СССР, Государственным комитетом Совета Министров СССР по вопросам труда и заработной платы, а также инструкциями заводов-изготовителей на выполнение работ с конкретными видами машин.
5.26. Огрунтовку и окраску готовых соединений на высокопрочных болтах следует производить на площадке сборки металлоконструкций.
5.27. К работе по огрунтовке соединений допускаются только рабочие, знающие правила безопасного обращения с применяемой аппаратурой и материалами и ознакомленные с правилами пожарной безопасности.
5.28. Рабочие, занятые огрунтовкой и окраской соединений, должны проходить медицинское освидетельствование в соответствии с требованиями приказа № 400 Минздрава СССР от 30.05.1969 г. «О проведении предварительных при поступлении на работу и периодических медицинских осмотров трудящихся».
5.29. Временные производственные и вспомогательные помещения должны быть снабжены вентиляцией и освещением, а также оборудованы средствами пожаротушения в соответствии с требованиями ГОСТ 12.4.009-75.
Пример тарировки динамометрического ключа типа КТР-3 1
_________________
1 Ключи КТР-3 изготовляют монтажные организации по чертежам ЦНИИ Проектстальконструкции.
Динамометрические ключи тарируют на специальных тарировочных стендах или путем подвешивания груза заданной величины к его рукоятке. На шестигранную оправку или затянутый высокопрочный болт навешивают динамометрический ключ так, чтобы его рукоятка занимала горизонтальное положение (см. чертеж).
В фиксированной точке на конце ключа подвешивают груз массой
где М з — расчетный момент закручивания;
DМ з — момент, равный произведению массы ключа на расстояние от центра его тяжести до оси оправки или болта;
l — расстояние от центра тяжести груза до оси оправки или болта.
При подвешенном грузе отсчет ведется по регистрирующему прибору, например, индикатору часового типа ИЧ 10 мм по ГОСТ 577-68. Измерение проводят 2-3 раза до получения стабильного результата. Результаты тарировки заносят в журнал контрольной тарировки ключей (см. обязательное приложение 7).
Схема тарировки динамометрического ключа
1 — приваренный шестигранник или затянутый высокопрочный болт;
2 — жесткая опора; 3 — индикатор; 4 — тарируемый ключ; 5 — тарированный груз
Методы натяжения высокопрочных болтов
1. Натяжение высокопрочных болтов по моменту закручивания
1.1. Натяжение высокопрочных болтов на проектное усилие следует производить затяжкой гаек динамометрическим ключом до расчетной величины момента закручивания. Величина момента закручивания М з , необходимого для натяжения высокопрочных болтов, определяется по формуле:
М з = kPd ,
k — среднее значение коэффициента закручивания для каждой партии болтов по сертификату или устанавливаемое с помощью контрольных приборов на монтажной площадке;
Р — усилие натяжения болта, заданное в чертежах КМ и КМД;
d — номинальный диаметр болта.
1.2. Для предварительной затяжки гаек следует применять пневматические или электрические гайковерты, указанные в рекомендуемом приложении 4, и динамометрические ключи.
1.3. При натяжении болта головку или гайку следует придерживать от проворачивания монтажным гаечным ключом. Если проворачивание по мере натяжения болта не прекращается, то болт и гайку необходимо заменить.
1.4. Момент закручивания следует регистрировать в процессе движения ключа по направлению, увеличивающему натяжение.
Затяжку следует производить плавно, без рывков.
1.5. Динамометрические ключи должны быть пронумерованы и протарированы. Их следует подвергать тарировке в начале смены.
2. Натяжение высокопрочных болтов по углу поворота гайки
2.1. В отверстия, свободные от сборочных пробок, должны быть установлены высокопрочные болты и затянуты гайковертом, отрегулированным на момент закручивания 800 Н × м. Затяжку каждого болта необходимо производить до прекращения вращения гайки. После удаления сборочных пробок и замены их болтами последние должны быть затянуты на момент закручивания 800 Н × м.
2.2. Для контроля угла поворота гаек необходимо на них и выступающие концы болтов нанести метки совмещенным кернером (см. черт.) или краской.
Совмещенный кернер

1 — кернер; 2 — гайка; 3 — высокопрочный болт; 4 — пакет
2.3. Окончательную затяжку производят гайковертом, отрегулированным на момент закручивания 1600 Н × м, при этом гайка должна повернуться на угол, указанный в таблице.
3. Тарировка гайковертов по углу поворота гайки
3.1. Тарировку гайковертов следует выполнять на специальном тарировочном пакете, состоящем из трех тел с количеством отверстий не менее 20.
В отверстия тарировочного пакета вставляют высокопрочные болты и затягивают их гайковертом до момента прекращения вращения гайки. Группу болтов (тарировочные болты) в количестве не менее 5 шт. не затягивают.
Тарировочные болты должны быть затянуты вручную монтажным ключом с длиной рукоятки 0,3 м до отказа (исходное положение).
3.2. На подготовленных тарировочных болтах производят тарировку гайковерта.
3.3. Давление сжатого воздуха устанавливают таким, чтобы при повороте гайки на угол 180±30° из исходного положения наступал отказ гайковерта.
Давление воздуха необходимо периодически проверять.
Контроль давления воздуха следует осуществлять по манометру ГОСТ 2405-72, установленному в месте подключения шланга гайковерта к магистрали.
3.4. При тарировке гайковерта (для наблюдения за углом поворота гайки) на его сменную головку должны быть нанесены риски.
3.5. Гайковерт считают оттарированным, если угол поворота гайки в процессе натяжения всех болтов в момент отказа гайковерта равен 180±30°.
3.6. Результаты тарировки гайковерта необходимо занести в журнал тарировки гайковертов (см. обязательное приложение 8).
3.7. В случае изменения давления сжатого воздуха после устранения неисправности в гайковерте необходимо произвести контрольную тарировку.
ПРИЛОЖЕНИЕ 3
Оборудование поста огневой очистки
|
Наименование оборудования |
Краткая техническая характеристика |
|
Горелка ГАО-60, ГАО-2-72 ГОСТ 17357-71 (1 шт.) |
Широкозахватная, многопламенная, ширина захвата 100 мм. |
|
Баллоны с кислородом (3 шт.) |
|
|
Баллоны с ацетиленом (2 шт.) |
|
|
Редуктор баллонный кислородный ДКД15-65 или РКД-15-81 |
Максимальное избыточное давление на входе — 1962 × 10 4 Па; рабочее избыточное давление — 78,48 × 10 4 Па; пропускная способность при максимальном давлении — 23 м 3 /ч |
|
Редуктор баллонный ацетиленовый РД-2АМ, ДАП-1-65 |
Максимальное избыточное давление на входе — 245,25 × 10 4 Па; рабочее избыточное давление — от 0,981 × 10 4 Па до 14,715 × 10 4 Па; пропускная способность — 5 м 3 /ч |
|
Резинотканевые рукава для подачи кислорода (ГОСТ 9356-75) внутренним диаметром 9,0, наружным — 18 мм |
Рабочее избыточное давление 147,15 × 10 4 Па |
ПРИЛОЖЕНИЕ 4
Оборудование, механизмы и инструменты, применяемые для обработки контактных поверхностей, соединяемых элементов и натяжения высокопрочных болтов
Уровни вибрации электрических и пневматических шлифовальных ручных машин и гайковертов (табл. 1) не превышают установленных в ГОСТ 16519-79 (СТ СЭВ 716-77) и ГОСТ 12.1.012-78.
Таблица 1
|
Наименование |
Марка, стандарт |
Назначение |
|
Электрические ударные ручные гайковерты |
Для затяжки высокопрочных болтов при монтажно-сборочных работах |
|
|
Пневматические ударные ручные гайковерты |
ГОСТ 15150-69 ГОСТ 10210-74 |
|
|
Ключи гаечные |
Для предварительной сборки соединений |
|
|
Электрические шлифовальные ручные машины |
Для зачистных работ |
|
|
Электрические угловые шлифовальные ручные машины |
||
|
Пневматические зачистные ручные машины |
Для очистки металлических поверхностей от ржавчины и окалины |
|
|
Горелки газовые |
ГОСТ 17357-71 |
Для обработки контактных поверхностей |
Уровни шума электрических и пневматических шлифовальных ручных машин и гайковертов не превышают установленных в ГОСТ 12.1.003-76. Вибрационные параметры и шумовые характеристики электрических и пневматических ручных машин, применяемых при обработке контактных поверхностей соединяемых элементов и для натяжения высокопрочных болтов, приведены соответственно в табл. 2 и 3.
Таблица 2
Вибрационные параметры
|
Логарифмические уровни значений виброскорости, дБ |
||||||||
Таблица 3
Шумовые характеристики
|
Среднегеометрические частоты октановых полос, Гц |
||||||||
|
Уровень звуковой мощности, дБ |
||||||||
Состав клеефрикционного покрытия
|
Наименование |
Способ приготовления |
|
|
Эпоксидно-полиамидный клей |
Эпоксидная смола ЭД-20 по ГОСТ 10587-76 (100 мас. ч) |
В эпоксидную смолу вводят отвердитель и ускоритель; полученная смесь тщательно перемешивается |
|
Отвердитель И-5М (И-6М) по ВТУ ОП-2382-65-60 (50 мас. ч) Ускоритель УП-606-2 по МРТУ 6-09-6101-69 (2 — 3 мас. ч) |
||
|
Абразивный материал |
Карборундовый порошок марки КЗ или КЧ |
|
|
Растворитель |
Ацетон по ГОСТ 2768-79 |
«Стандарт организации БОЛТОВЫЕ СОЕДИНЕНИЯ Правила и контроль монтажа, требования...»
-- [ Страница 1 ] --
Стандарт организации
Строительные конструкции металлические
БОЛТОВЫЕ СОЕДИНЕНИЯ
Правила и контроль монтажа, требования
к результатам работ
СТО НОСТРОЙ 2.10.76-2012
ИзДАНИЕ ОфИЦИАЛЬНОЕ
Москва 2013
НАЦИОНАЛЬНОЕ ОБЪЕДИНЕНИЕ СТРОИТЕЛЕЙ
Стандарт организации
Строительные конструкции металлические
БОЛТОВЫЕ СОЕДИНЕНИЯ
Правила и контроль монтажа, требования к результатам работ СТО НОСТРОЙ 2.10.76-2012 Издание официальное Закрытое акционерное общество «ЦНИИПСК им. Мельникова»Общество с ограниченной ответственностью Издательство «БСТ»
Москва 2013 СТО НОСТРОЙ 2.10.76-2012 Предисловие 1 РАЗРАБОТАН Закрытым акционерным обществом «ЦНИИПСК им. Мельникова»
2 ПРЕДСТАВЛЕН Комитетом по промышленному строиНА УТВЕРЖДЕНИЕ тельству Национального объединения строителей, протокол от 09 июня 2012 г.
№ 18 3 УТВЕРЖДЕН И ВВЕДЕН Решением Совета Национального В ДЕЙСТВИЕ объединения строителей, протокол от 22 июня 2012 г. № 30
4 ВВЕДЕН ВПЕРВЫЕ
© Национальное объединение строителей, 2012 Распространение настоящего стандарта осуществляется в соответствии с действующим законодательством и с соблюдением правил, установленных Национальным объединением строителей II СТО НОСТРОЙ 2.10.76-2012 Содержание Введение
1 Область применения
6 Требования к конструкциям с соединениями на болтах
7 Выполнение соединений на болтах с контролируемым натяжением..................17
7.1 Требования к монтажной сборке соединений
7.2 Подготовка болтов, гаек и шайб
7.3 Подготовка контактных поверхностей
7.4 Сборка соединений
7.5 Натяжение болтов
8 Выполнение соединений на болтах без контролируемого натяжения.................29 9 Контроль качества, сдача-приемка и герметизация болтовых соединений.........30 10 Техника безопасного выполнения работ
Приложение А (справочное) Форма журнала выполнения монтажных соединений на болтах с контролируемым натяжением..................34 Приложение Б (рекомендуемое) Программа подготовки монтажников и инженерно-технических работников по выполнению и приемке соединений на болтах (20 часов). Форма удостоверения...............39 Приложение В (рекомендуемое) Определение коэффициента закручивания Кз
Приложение Е (справочное) Типовой технологический процесс выполнения
– – –
соединений на болтах
Библиография
– – –
Настоящий стандарт разработан в рамках Программы стандартизации Национального объединения строителей и направлен на реализацию Градостроительного кодекса Российской Федерации, Федерального закона от 27 декабря 2002 г.
№ 184-ФЗ «О техническом регулировании», Федерального закона от 30 декабря 2009 г. № 384-ФЗ «Технический регламент о безопасности зданий и сооружений», приказа Министерства регионального развития Российской Федерации от 30 декабря 2009 г. № 624 «Об утверждении Перечня видов работ по инженерным изысканиям, по подготовке проектной документации, по строительству, реконструкции, капитальному ремонту объектов капитального строительства, которые оказывают влияние на безопасность объектов капитального строительства».
Стандарт разработан в развитие СП 70.13330.2012 «СНиП 3.03.01-87 Несущие и ограждающие конструкции» в части выполнения работ по монтажу металлических конструкций с соединениями на болтах, предназначенных для зданий и сооружений различных уровней ответственности.
При разработке стандарта использован стандарт СТО 0051-2011 «Конструкции стальные строительные. Болтовые соединения. Изготовление и монтаж», разработанный ЗАО «ЦНИИПСК им. Мельникова» и ОАО НИПИ «Промстальконструкция».
Основной целью разработки стандарта является создание современной нормативной базы по вопросам выполнения монтажных соединений металлических конструкций на высокопрочных болтах с контролируемым натяжением, а также на болтах всех классов прочности без контролируемого натяжения.
– – –
1 Область применения
1.1 Настоящий стандарт распространяется на монтажные соединения строительных металлических конструкций с применением болтов, предназначенных для стационарных, сборно-разборных и передвижных зданий и сооружений различного назначения, воспринимающих постоянные, временные и особые нагрузки (подвижные, вибрационные, взрывные, сейсмические и др.) в климатических районах с расчетной температурой до минус 60 °С, в районах с сейсмичностью до 9 баллов, эксплуатируемых как в слабоагрессивных, так и в среднеагрессивных и агрессивных средах с применением защитных металлических и лакокрасочных покрытий.
1.2 Настоящий стандарт устанавливает требования к выполнению и контролю качества болтовых соединений при монтаже металлических строительных конструкций с применением болтов, в том числе высокопрочных, как с контролируемым натяжением, так и без контролируемого натяжения болтов.
Издание официальное СТО НОСТРОЙ 2.10.76-2012
– – –
В настоящем стандарте использованы нормативные ссылки на следующие стандарты и своды правил:
ГОСТ 9.30789 Единая система защиты от коррозии и старения.
Покрытия цинковые горячие. Общие требования и методы контроля ГОСТ 260184 Сварка металлов. Термины и определения основных понятий ГОСТ 591570* Гайки шестигранные класса точности В. Конструкция и размеры ГОСТ 592770* Гайки шестигранные класса точности А. Конструкция и размеры ГОСТ 779870* Болты с шестигранной головкой класса точности В. Конструкция и размеры ГОСТ 780570* Болты с шестигранной головкой класса точности А. Конструкция и размеры ГОСТ 1060594 Гайки шестигранные с диаметром резьбы свыше 48 мм класса точности В. Технические условия ГОСТ 1137178* Шайбы. Технические условия ГОСТ 1812382* Шайбы. Общие технические условия ГОСТ 1812694 Болты и гайки с диаметром резьбы свыше 48 мм. Общие технические условия ГОСТ 2007274 Сталь теплоустойчивая. Технические условия ГОСТ 2311820121) Конструкции стальные строительные. Общие технические условия ГОСТ 2368389 Парафины нефтяные твердые. Общие технические условия ГОСТ 24379.020122) Болты фундаментные. Общие технические условия Вводится в действие на территории Российской Федерации с 01 июля 2013 г. вместо 1) ГОСТ 23118–99.
Вводится в действие на территории Российской Федерации с 01 июля 2013 г. вместо 2) ГОСТ 24379.0–80.
СТО НОСТРОЙ 2.10.76-2012 ГОСТ 24379.120121) Болты фундаментные. Конструкция и размеры ГОСТ 249972004 Калибры для метрической резьбы. Допуски ГОСТ 2572683 Клейма ручные буквенные и цифровые. Типы и основные размеры ГОСТ 2854890 Трубы стальные. Термины и определения ГОСТ 8.75220112) Государственная система обеспечения единства измерений. Государственная поверочная схема для средств измерений крутящего момента силы ГОСТ Р 9.3162006 Единая система защиты от коррозии и старения. Покрытия термодиффузионные цинковые. Общие требования и методы контроля ГОСТ Р 5125499 Инструмент монтажный для нормированной затяжки резьбовых соединений. Ключи моментные. Общие технические условия ГОСТ Р 516342000 Масла моторные автотракторные. Общие технические условия ГОСТ Р 526272006 Болты, винты и шпильки. Механические свойства и методы испытаний ГОСТ Р 526282006 Гайки. Механические свойства и методы испытаний ГОСТ Р 526432006 Болты и гайки высокопрочные и шайбы для металлических конструкций. Общие технические условия ГОСТ Р 526442006 Болты высокопрочные с шестигранной головкой с увеличенным размером под ключ для металлических конструкций. Технические условия ГОСТ Р 526452006 Гайки высокопрочные шестигранные с увеличенным размером под ключ для металлических конструкций. Технические условия ГОСТ Р 526462006 Шайбы к высокопрочным болтам для металлических конструкций. Технические условия ГОСТ Р 536642009 Болты высокопрочные цилиндрические и конические Вводится в действие на территории Российской Федерации с 01 июля 2013 г. вместо 1) ГОСТ 24379.1–80.
Вводится в действие на территории Российской Федерации с 01 января 2013 г. вместо 2) ГОСТ 8.54186.
СТО НОСТРОЙ 2.10.76-2012 для мостостроения, гайки и шайбы к ним. Технические условия ГОСТ Р ИСО 899220111) Изделия крепежные. Общие требования для болтов, винтов, шпилек и гаек ГОСТ Р ИСО 160472009 Изделия крепежные. Испытания крутящего момента и усилия предварительной затяжки СП 16.13330.2011 «СНиП II-23-81* Стальные конструкции»
СП 28.13330.2012 «СНиП 2.03.11-85 Защита стальных конструкций от коррозии»
СП 43.13330.2011 «СНиП 2.09.03-85 Сооружения промышленных предприятий»
СП 48.13330.2011 «СНиП 12-01-2004 Организация строительства»
СП 49.13330.2010 «СНиП 12-03-2001 Безопасность труда в строительстве.
Часть 1. Общие требования»
СП 70.13330.2012 «СНиП 3.03.01-87 Несущие и ограждающие конструкции»
СП 128.13330.2012 «СНиП 2.03.06-85 Алюминиевые конструкции»
СП 131.13330.2011 «СНиП 23-01-99* Строительная климатология»
П р и м е ч а н и е – При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования – на официальных сайтах национального органа Российской Федерации по стандартизации и НОСТРОЙ в сети Интернет или по ежегодно издаваемым информационным указателям, опубликованным по состоянию на 1 января текущего года. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться новым (измененным) документом.
Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения, обозначения и сокращения
3.1 В настоящем стандарте применены термины в соответствии с Градостроительным кодексом , ГОСТ 2601, ГОСТ Р ИСО 16047, ГОСТ 28548, СП 16.13330, Вводится в действие на территории Российской Федерации с 01 января 2013 г. вместо 1) ГОСТ 1759.087.
СТО НОСТРОЙ 2.10.76-2012 СП 70.13330, СП 128.13330.
3.2 В настоящем стандарте применены следующие обозначения и сокращения:
КМ – конструкции металлические;
КМД – конструкции металлические деталировочные;
РД – рабочая документация;
Аb площадь сечения болта брутто, мм2;
Аbn площадь сечения болта нетто, мм2;
db номинальный диаметр болта, мм;
do номинальный диаметр отверстия, мм;
Кз коэффициент закручивания болтов;
Кн коэффициент надежности;
µ коэффициент трения;
длина, см;
Мз момент закручивания болтов, Н м (кгс м);
Р осевое усилие натяжения болтов, кН (тс);
Rbun наименьшее временное сопротивление болта разрыву, Н/мм2 (кгс/мм2);
g вес груза, Н (кгс);
n показания измерительного прибора;
t толщина, мм.
4 Области применения болтовых соединений
4.1 Болтовые соединения допускается применять для всех групп стальных конструкций, указанных в СП 16.13330 (приложение В) и алюминиевых конструкций, предусмотренных СП 128.13330.
В соответствии с СП 70.13330 применяются следующие виды болтовых соединений:
СТО НОСТРОЙ 2.10.76-2012
Соединения на болтах с контролируемым натяжением;
Соединения на болтах без контролируемого натяжения.
4.2 В стандарте рассматриваются болтовые соединения:
Фрикционные (сдвигоустойчивые), в которых сдвигающие усилия воспринимаются силами трения, действующими на контактных поверхностях соединяемых элементов в результате натяжения болтов на проектное усилие;
Срезные, в которых сдвигающие усилия воспринимаются сопротивлением болтов срезу, а соединяемых элементов – смятию;
Фрикционно-срезные, в которых учитывается вся совокупность сопротивлений: болтов – срезу, соединяемых элементов – смятию и трению;
Фланцевые, в которых затянутые на проектное усиление болты работают на растяжение при жестких фланцах или на растяжение с изгибом при гибких фланцах;
Болтосварные, в которых сдвигающие усилия воспринимаются совместно силами трения от натяжения болтов и сварными швами;
Болтозаклепочные, в которых сдвигающие усилия воспринимаются совместно силами трения от натяжения болтов и заклепками.
4.3 Фрикционные (сдвигоустойчивые) соединения применяют в конструкциях и их элементах, в которых остаточные перемещения сдвига не допустимы, работающих в особо тяжелых условиях или подвергающихся непосредственному воздействию знакопеременных, динамических, вибрационных или подвижных нагрузок, в том числе в конструкциях, рассчитываемых на усталость.
4.4 Срезные соединения применяют в конструкциях, работающих при статической нагрузке, а также во вспомогательных конструкциях зданий и сооружений.
4.5 Фрикционно-срезные соединения применяют в конструкциях, работающих при статической нагрузке, а также при воздействии знакопеременных усилий, когда меньшее из них может быть передано силами трения.
4.6 Фланцевые соединения применяют в конструкциях и их элементах, подверженных растяжению, сжатию, растяжению с изгибом, воздействию местных поперечных усилий, в том числе подвижных, вибрационных или другого вида нагруСТО НОСТРОЙ 2.10.76-2012
– – –
4.10 Для болтовых соединений, как правило, применяют болты, гайки и шайбы (далее – крепежные изделия) без покрытия.
Крепежные изделия с защитными металлическими покрытиями необходимо применять для соединений:
Элементов конструкций с защитными металлическими покрытиями, наносимыми горячим способом или газотермическим напылением (цинковые или алюминиевые покрытия);
Элементов антенных сооружений, мачт и опор линий электропередачи;
СТО НОСТРОЙ 2.10.76-2012
Элементов конструкций, эксплуатируемых в среднеагрессивной среде по классификации СП 28.13330, совместно с лакокрасочными покрытиями;
Элементов железнодорожных, городских и надводных мостов, газопроводов;
Элементов конструкций, эксплуатируемых в условиях морской атмосферы.
П р и м еч а н и е – Для болтовых соединений элементов конструкций, эксплуатируемых в условиях морской атмосферы, рекомендуется применять крепежные изделия с кадмиевым покрытием.
4.11 В соответствии с классификацией агрессивности среды, приведенной в СП 28.13330, в качестве защитного металлического покрытия крепежных изделий, как правило, применяют термодиффузионное цинковое покрытие по ГОСТ Р 9.316 или горячее цинковое покрытие по ГОСТ 9.307 с применением центрифугирования и прорезания гаек с помощью метчиков по требованию технического заказчика:
В слабоагрессивных средах в качестве самостоятельного покрытия;
В среднеагрессивных средах – с дополнительным лакокрасочным покрытием.
4.12 Для конструкций, эксплуатируемых в слабоагрессивных средах, допускается применять крепежные изделия с металлическими покрытиями по ГОСТ Р ИСО 8992: цинковое хроматированное, кадмиевое хроматированное, цинковое с дополнительным лакокрасочным покрытием.
4.13 Для конструкций, эксплуатируемых в агрессивных средах, применяют болты, гайки и шайбы из коррозионностойких, жаростойких и жаропрочных сталей по ГОСТ Р ИСО 8992, кроме теплоустойчивых сталей, которые применяют по ГОСТ 20072.
5 Требования к крепежным изделиям
5.1 Для соединений строительных металлических конструкций применяют:
Болты с шестигранной головкой класса точности В (нормальной точности) по ГОСТ 7798 или класса точности А (повышенной точности) по ГОСТ 7805 с крупным шагом резьбы, диаметром от 12 до 48 мм, классов прочности 5.6, 5.8, 8.8, СТО НОСТРОЙ 2.10.76-2012 10.9, 12.9 с техническими требованиями по ГОСТ Р 52627;
Шестигранные гайки класса точности В (нормальной точности) по ГОСТ 5915 или класса точности А (повышенной точности) по ГОСТ 5927, классов прочности 5, 8, 10, 12 с техническими требованиями по ГОСТ Р 52628;
Круглые шайбы к ним по ГОСТ 11371 исполнения 1 класса точности А с техническими требованиями по ГОСТ 18123.
5.2 Высокопрочные болты, гайки и шайбы следует применять соответственно по ГОСТ Р 52644, ГОСТ Р 52645 и ГОСТ Р 52646 с техническими требованиями по ГОСТ Р 52643 диаметром от 16 до 48 мм классов прочности 10.9 и 12.9.
5.3 Маркировка болтов и гаек должна содержать клеймо предприятияизготовителя и класса прочности изделия. На высокопрочных болтах дополнительно указывается условное обозначение плавки, буква S, обозначающая увеличенный размер головки под ключ и буквы ХЛ для болтов северного исполнения.
5.4 Согласно ГОСТ Р 52627 (раздел 3) маркировка класса прочности болтов состоит из двух цифр – первая соответствует 1/100 номинального значения временного сопротивления разрыву, Н/мм2, вторая соответствует 1/10 отношения номинального значения предела текучести к временному сопротивлению, %. Произведение указанных двух цифр соответствует 1/10 номинального значения предела текучести, Н/мм2.
5.5 Класс прочности гаек с номинальной высотой, равной или более 0,8 d (где d – номинальный диаметр резьбы) обозначается цифрой, указывающей наибольший класс прочности болта, с которым они могут сопрягаться в соединении.
5.6 Крепежные изделия, предназначенные для различных видов соединений (см. 4.2), приведены в таблице 2.
5.7 Конструкцию, размеры и марки стали для фундаментных болтов применяют по ГОСТ 24379.0 и ГОСТ 24379.1.
5.8 Гайки для фундаментных болтов, выполненных из сталей марки ВСт3сп2 и марки 20, диаметром до 48 мм, следует принимать по ГОСТ 5915 класса прочности 4; для фундаментных болтов из стали марок 09Г2С и 10Г2С1 – класса прочности чии сертификата установленной формы с указанием результатов приемо-сдаточных испытаний и после проведения входного контроля на соответствие требованиям ГОСТ Р 52643, ГОСТ Р 52644, ГОСТ Р 52645 и ГОСТ Р 52646 (см. 7.1.4).
5.12 Допускается применение высокопрочных болтов класса прочности
10.9 с гарантированным моментом затяжки резьбовых соединений по ТУ 1282-162-02494680-2007 .
6 Требования к конструкциям с соединениями на болтах
6.1 Металлические конструкции с соединениями на болтах изготавливают в соответствии с рабочей документацией КМ (конструкции металлические) и КМД (конструкции металлические деталировочные), технологической документацией предприятия-изготовителя, СП 53-101-98 , ГОСТ 23118, с учетом требований СП 70.13330, СП 28.13330.
6.2 Монтаж металлических конструкций осуществляют в соответствии с требованиями КМ и КМД, СП 70.13330, разделов 7 и 8 настоящего стандарта.
6.3 В общих данных, пояснительной записке или на чертежах КМ, как правило, должны быть указаны:
Виды соединений;
Номинальные диаметры отверстий и болтов;
Стандарты на болты, гайки и шайбы;
Классы прочности болтов и гаек;
Осевые усилия натяжения болтов;
Способ регулирования и контроля осевых усилий натяжения болтов;
Способ подготовки контактных поверхностей с указанием расчетной величины коэффициента трения;
Детали и зоны, не подлежащие огрунтовке или окраске на предприятии – изготовителе металлических конструкций;
Дополнительные требования к изготовлению и монтажу металлических СТО НОСТРОЙ 2.10.76-2012 конструкций;
Нормативные документы на изготовление и монтаж металлических конструкций;
Указания по антикоррозионной защите металлических конструкций.
6.4 В зависимости от степени ответственности отдельных групп стальных конструкций зданий и сооружений, а также от условий их эксплуатации и климатического района строительства, для элементов конструкций с соединениями на болтах должен применяться листовой и фасонный стальной прокат в соответствии с СП 16.13330 (приложение В).
6.5 Для алюминиевых конструкций должен применяться алюминий марок и состояний в соответствии с СП 128.13330.
6.6 Для фланцев, подверженных растяжению, изгибу или их совместному действию, должна применяться листовая сталь с гарантированными механическими свойствами в направлении толщины проката, с учетом требований СП 16.13330 (раздел 13 и пункт 15.9).
6.7 Применяемая технология сварки и сварочные материалы в соответствии с СП 16.13330 (пункт 5.4) должны обеспечивать значения временного сопротивления металла сварных швов не ниже нормативных значений временного сопротивления Run основного металла.
6.8 Болты, гайки и шайбы, предназначенные для монтажа, как правило, поставляют предприятия изготовители металлических конструкций. Ориентировочный расход крепежных изделий приведен в ВСН 428-81 .
6.9 При изготовлении конструкций на монтажной площадке применяемый прокат, перед запуском в производство, должен быть проверен на соответствие сопроводительной документации, отсутствие недопустимых погибов, местных вмятин, трещин, расслоений, отклонений от геометрических размеров.
6.10 Резка заготовок фасонного и листового проката допускается как механическим, так и термическим способом. При этом кромки элементов конструкций, работающих на растяжение, а также выполненных из стали с нормативным пределом СТО НОСТРОЙ 2.10.76-2012 текучести свыше 350 МПа, должны быть подвергнуты механической обработке на глубину не менее 20 % от толщины элемента.
6.11 Диаметры отверстий для болтовых монтажных соединений должны соответствовать требованиям КМ.
6.12 Образование отверстий следует производить сверлением на поточных линиях, станках с числовым программным управлением, по кондукторам, а в случае отсутствия оборудования – по шаблонам с обеспечением точности в соответствии с заданной в КМ или настоящем стандарте. Для нерасчетных конструктивных болтовых соединений допускается образование отверстий по наметке.
6.13 В нерасчетных соединениях допускается образование отверстий продавливанием для сталей с нормативным пределом текучести до 350 МПа при соотношении толщины металла t и диаметра отверстия do не более 0,7 при t 20 мм.
6.14 В расчетных соединениях допускается продавливание отверстий меньшего диаметра, но не более 0,75 do, при толщине металла не более чем 0,8 do, с последующим рассверливанием на проектный диаметр do.
6.15 Предельное отклонение диаметра отверстий не должно превышать:
0,6 мм для отверстий диаметром до 28 мм;
0,8 мм для отверстий диаметром свыше 28 мм.
6.16 Предельные отклонения между центрами отверстий устанавливаются рабочей документацией, исходя из условия собираемости конструкций при монтаже.
6.17 При отсутствии указаний в рабочей документации, предельные отклонения размеров между центрами отверстий в группе назначают равными ± 1,0 мм, в том числе по диагонали, между группами ± 0,5 мм на каждый метр расстояния между ними.
6.18 Предельное отклонение размеров соединяемых элементов должно составлять не более ± 3,0 мм при 6 м и ± 0,5 мм на каждый метр длины при 6 м.
6.19 Толщины накладок, как правило, не должны превышать:
Для болтов М12 – 12 мм;
Для болтов М16 – 16 мм;
СТО НОСТРОЙ 2.10.76-2012
Для болтов М20 – 20 мм;
Для болтов М24 – 30 мм;
Для болтов М27 – 35 мм;
Для болтов М30 – 40 мм.
При необходимости применения накладок большей толщины следует применять двухслойные накладки или болты большего диаметра.
Для болтов М12 – 96 мм;
Для болтов М16 – 128 мм;
Для болтов М20 – 160 мм;
Для болтов М24 – 192 мм;
Для болтов М27 – 216 мм;
Для болтов М30 – 240 мм.
6.21 Для фланцевых соединений толщина фланцев должна быть:
Для болтов М20 от 20 до 35 мм;
Для болтов М24 от 25 до 45 мм;
Для болтов М27 от 30 до 55 мм.
6.22 Сборку и сварку элементов конструкций с фланцевыми соединениями следует выполнять в кондукторах. Базовые поверхности кондукторов и внешние поверхности фланцев после сварки должны быть подвергнуты фрезерованию. Тангенс угла отклонения поверхности фланца не должен превышать величину 0,0007 в каждой из двух плоскостей.
6.23 Отправочные марки конструкций должны быть огрунтованы или окрашены (по согласованию с техническим заказчиком) за исключением контактных поверхностей фрикционных и фрикционно-срезных соединений, а также контактных поверхностей фланцев в случае, если это оговорено рабочей документацией.
6.24 Прокатная окалина на контактных поверхностях фрикционных и фрикционно-срезных соединений толщиной более 0,05 мм должна быть удалена мехаСТО НОСТРОЙ 2.10.76-2012 ническим способом.
6.25 Контрольная сборка конструкций с соединениями на болтах выполняется на предприятии-изготовителе в случаях, если это оговорено в рабочей документации или по требованию технического заказчика.
6.26 Контрольная сборка осуществляется в соответствии с требованиями рабочей документации. Несовпадение отверстий (чернота) проверяется калибром диаметром на 0,5 мм больше номинального диаметра болта. Калибр должен проходить в 100 % отверстий каждого соединения.
6.27 Зазоры между соединяемыми элементами контролируются щупом толщиной 0,3 мм, между фланцами – щупом толщиной 0,1 мм. Щуп не должен проникать в зону, ограниченную радиусом 1,3 do от оси болта после затяжки всех болтов соединения на проектное усилие, где do – диаметр отверстия.
7 Выполнение соединений на болтах с контролируемым натяжением
7.1 Требования к монтажной сборке соединений 7.1.1 Работы по монтажу металлических конструкций с соединениями на болтах с контролируемым натяжением следует производить в соответствии с рабочей документацией, утвержденным проектом производства работ, СП 70.13330 и разделом 7 настоящего стандарта.
7.1.2 Данные о производстве монтажных работ следует ежедневно вносить в журнал работ по выполнению монтажных соединений на болтах с контролируемым натяжением (приложение А) в соответствии с требованиями к составу и порядку ведения исполнительной документации, предусмотренными РД-11-02-2006 и РД-11-05-2007 .
7.1.3 Применяемые конструкции должны соответствовать требованиям рабочей документации и раздела 6 настоящего стандарта, крепежные изделия – стандар
СТО НОСТРОЙ 2.10.76-2012
там или техническим условиям, указанным в разделе 5 настоящего стандарта. Каждая партия применяемых болтов, гаек и шайб должна быть снабжена сертификатом качества с указанием результатов механических испытаний.
7.1.4 Допускается проведение входного контроля поставляемых крепежных изделий по внешнему виду или механическим свойствам. При входном контроле устанавливается соответствие расчетной величины коэффициента закручивания, геометрических размеров или механических свойств болтов, гаек и шайб требованиям стандартов на крепежные изделия. Механические свойства устанавливают, как правило, испытанием болтов на твердость и разрыв с определением фактических характеристик временного сопротивления; гаек – на испытательную нагрузку и твердость; шайб – на твердость и неплоскостность. Качество резьбы болтов и гаек контролируют резьбовыми калибрами по ГОСТ 24997.
7.1.5 Крепежные изделия следует хранить в защищенном от атмосферных осадков месте, рассортированными по классам прочности, диаметрам и длинам, а высокопрочные болты, гайки и шайбы – дополнительно по партиям.
7.1.6 При укрупнительной сборке и монтаже металлические конструкции должны быть закреплены с целью обеспечения устойчивости и неизменяемости их положения в пространстве.
7.1.7 Выполнение соединений на болтах с контролируемым натяжением (фрикционные, фрикционно-срезные и фланцевые соединения) и их сдачу-приемку следует производить в соответствии с СП 70.13330, под руководством лица, назначенного ответственным за выполнение этого вида соединений приказом по организации, производящей эти работы. К выполнению соединений допускается персонал, прошедший подготовку (в соответствии с требованиями СП 70.13330), имеющий удостоверение о допуске к указанным работам и приказ монтажной организации о присвоении клейм.
7.1.8 Технологический процесс выполнения соединений на болтах с контроСТО НОСТРОЙ 2.10.76-2012 лируемым натяжением предусматривает следующие операции:
Подготовку болтов, гаек и шайб (по 7.2);
Подготовку контактных поверхностей (по 7.3);
Сборку соединений (по 7.4);
Натяжение болтов (по 7.5);
Контроль выполнения соединений (по разделу 9);
Герметизацию соединений и огрунтовку стыков (по 9.11);
Установку клейма бригадира и ответственного лица (по 7.5.13);
Занесение результатов выполнения и контроля соединений в «Журнал выполнения монтажных соединений на болтах с контролируемым натяжением» (приложение А).
7.2 Подготовка болтов, гаек и шайб
7.2.1 Технологический процесс подготовки болтов, гаек и шайб, предназначенных для соединений с контролируемым натяжением болтов, поставляемых раздельно, в контейнерах или ящиках, включает операции по расконсервации, очистке от грязи и ржавчины, прогонке резьбы отбракованных болтов и гаек и нанесению смазки. Расчетная величина коэффициента закручивания болтов и гаек (без покрытия) при этом устанавливается по 7.5.6.
7.2.2 Для болтов, поставляемых комплектно с гайками и шайбами в герметичной упаковке, гарантирующей сохранность тонкого слоя заводской консервирующей смазки резьбы на весь период транспортирования и хранения, расконсервация и смазка резьбы болтов и гаек не требуется. Расчетную величину коэффициента закручивания Кз допускается принимать в соответствии с рекомендуемой предприятием-изготовителем после проведения входного контроля (см. 7.1.4 и приложение В).
7.2.3 Расконсервацию болтов, гаек и шайб следует производить кипячением в воде от 10 до 15 мин. Смазку болтов и гаек осуществляют после расконсервации (в горячем состоянии) в смеси неэтилированного бензина и минерального масла по ГОСТ Р 51634. Количественный состав смеси устанавливается в зависимости от
СТО НОСТРОЙ 2.10.76-2012
вязкости применяемого минерального масла.
Соотношение бензина и масла (ориентировочно от 6:1 до 2:1) должно обеспечивать на поверхностях болтов и гаек наличие тонкого слоя смазки в течение всего периода хранения. Ориентировочный расход бензина на 100 кг метизов составляет 2,2 л, масла – 0,8 л.
7.2.4 Подготовленные крепежные изделия следует хранить в закрытых ящиках без доступа атмосферных осадков не более 10 дней.
П р и м еч а н и е – При более длительном хранении смазка испаряется, увеличивается трение в резьбе, снижается усилие натяжения болтов.
В случае превышения срока хранения, а также после прогонки резьбы, крепежные изделия должны быть смазаны повторно.
7.2.5 Для смазки резьбы допускается применение твердых сортов парафина по ГОСТ 23683. Очистка болтов, гаек и шайб от заводской консервирующей смазки в данном случае осуществляется кипячением в воде с добавлением моющего средства. Парафин может наноситься на весь комплект (болт, гайка и две шайбы) или только на гайки, предварительно нагретые до температуры не ниже +80 °С. Расход парафина составляет от 3 до 4 г на 1 кг крепежных изделий. Подробная технология приведена в рекомендациях .
7.2.6 При больших объемах работ применяется пост подготовки крепежных изделий, снабженный грузоподъемным оборудованием (рисунок 1).
7.2.7 Для прогонки резьбы отбракованных болтов и гаек рекомендуется применять соответствующим образом оборудованные пневматические или электрические гайковерты, а также метчики и плашки необходимого диаметра.
7.2.8 Подготовка крепежных изделий с металлическими покрытиями допускается смазкой резьбы гаек посредством их окунания в емкость с минеральным маслом по ГОСТ Р 51634, не позже чем за 8 часов до сборки соединений (примерно за сутки), с последующим определением величины коэффициента закручивания Кз с помощью динамометрических контрольных приборов (приложение В).
Установка болтов без применения смазки, с нарушенным покрытием, со следами ржавчины или при Кз 0,2 не допускается.
7.3 Подготовка контактных поверхностей
7.3.1 Обработку контактных поверхностей на монтажной площадке для фрикционных, фрикционно-срезных, а также фланцевых соединений на болтах с контролируемым натяжением выполняют способом, указанным в КМ в соответствии с СП 16.13330.
7.3.2 Обработанные поверхности следует предохранять от попадания на них грязи, масла и краски, а также от образования льда. Грязь удаляют металлическими СТО НОСТРОЙ 2.10.76-2012 щетками, масло – растворителями, краску и лед – нагревом.
7.3.3 Если срок с момента подготовки контактных поверхностей до сборки соединения составляет более 3-х суток, следует повторно обработать контактные поверхности способом, применявшимся при их первичной обработке.
7.3.4 Повторная обработка не распространяется на легкий налет ржавчины, образующийся на контактных поверхностях после их обработки или в случае попадания на них атмосферных осадков в виде влаги или конденсации водяных паров.
7.4 Сборка соединений
7.4.1 Технологический процесс сборки соединений предусматривает:
Осмотр конструкций и проверку соответствия геометрических размеров собираемых элементов требованиям КМ и КМД;
Совмещение отверстий и фиксацию в проектном положении элементов и деталей соединения с помощью монтажных оправок;
Постановку болтов в свободные от оправок отверстия;
Натяжение поставленных болтов на усилие, предусмотренное в рабочей документации;
Извлечение оправок, постановку в освободившиеся отверстия болтов и натяжение их на расчетное усилие.
При сборке соединений не допускается:
Установка болтов в отверстия, образованные ручной газовой резкой или сваркой;
Применение в качестве сборочных болтов не указанных в КМ (КМД) диаметров и классов прочности;
Повторное натяжение высокопрочных болтов на проектное усилие.
7.4.2 Перепад толщин элементов, перекрываемых накладками, определяемый до постановки накладок с помощью линейки и щупа, не должен превышать 0,5 мм.
7.4.3 При перепаде толщин соединяемых элементов от 0,5 до 3,0 мм, для
СТО НОСТРОЙ 2.10.76-2012
обеспечения плавного изгиба накладки, кромку выступающего элемента следует удалить абразивным инструментом на расстоянии не менее 30 мм от края. При перепаде более 3,0 мм следует применять прокладки. Применение прокладок должно быть согласовано с разработчиком проекта.
7.4.4 Несовпадение отверстий в отдельных деталях собранного пакета (чернота) в соответствии с СП 70.13330 не должно превышать разности номинальных диаметров отверстий и болтов и препятствовать свободной, без перекоса, постановке болтов в отверстия.
7.4.5 В собранном пакете болты заданного в рабочей документации диаметра должны проходить в 100 % отверстий. Допускается прочистка 20 % отверстий сверлом или коническим райбером, диаметр которого на 1,0 мм превышает номинальный диаметр болта согласно СП 70.13330.
7.4.6 В расчетных соединениях не допускается применение болтов, не имеющих клейма предприятия-изготовителя и маркировки, обозначающей класс прочности.
7.4.7 Каждый болт устанавливается в соединение с двумя круглыми шайбами (одна ставится под головку болта, другая – под гайку). Высокопрочные болты с увеличенным размером головки под ключ, при разности номинальных диаметров отверстий и болтов до 4 мм, допускается устанавливать с одной шайбой под вращаемым элементом (гайкой или головкой болта).
7.4.8 В срезных соединениях допускается установка под гайкой двух шайб.
Под головкой болта шайбу допускается не устанавливать.
7.4.9 В момент установки болтов гайки должны свободно навинчиваться по резьбе, в противном случае гайку или болт следует заменить, а отбракованные болты и гайки отправить на прогонку резьбы и повторную подготовку (см. 7.2.7).
7.4.10 При воздействии на соединения монтажных нагрузок работу монтажных оправок и работу болтов допускается учитывать совместно.
7.4.11 Число оправок по условию совмещения отверстий должно составлять 10 % (но не менее 2-х штук), а число стяжных болтов от 15 % до 20 % СТО НОСТРОЙ 2.10.76-2012 от числа отверстий в соединении. Оправки следует устанавливать легкими ударами кувалды массой не более 2 3 кг, исключающими образование наклепа вокруг отверстий в плоскостях контактных поверхностей.
7.4.12 Освобождение оправок допускается после установки во все свободные отверстия болтов и натяжения их на усилие не менее 30 % от проектного. Освобождение оправок ведут поочередно с постановкой заменяющих их болтов.
7.4.13 Места и стадии установки оправок могут быть указаны в проекте производства работ.
7.4.14 Длины болтов фрикционных и фланцевых соединений принимают в зависимости от суммарной толщины собираемого пакета с учетом требований, что выступающая над гайкой резьба составляет не менее одного, а под гайкой имеется не менее двух витков резьбы с полным профилем. Длины болтов диаметром от 12 до 48 мм, при заданной толщине пакета, приведены в таблице 3.
7.4.15 Длины болтов фрикционно-срезных и срезных соединений подбирают таким образом, чтобы резьба не попадала в плоскости среза и отстояла от ближайшей из них на расстоянии не менее 5 мм или не менее половины толщины элемента, прилегающего к гайке.
7.4.16 Натяжение болтов на проектное усилие производят после выверки в пространстве и проверки геометрических размеров собираемых конструкций.
7.5 Натяжение болтов
7.5.1 Натяжение болтов на проектное усилие обеспечивают регулированием усилий с контролем момента закручивания динамометрическими ключами.
7.5.2 Натяжение болтов следует производить от середины соединения или от наиболее жесткой его части по направлению к свободным краям. Если суммарная толщина соединяемых элементов превышает 2 диаметра болта, число обходов должно быть не менее двух.
– – –
СТО НОСТРОЙ 2.10.76-2012 7.5.3 Если при натяжении болта поворот гайки происходит без увеличения показаний крутящего момента на индикаторе динамометрического ключа, то болт и гайка подлежат замене.
7.5.4 Натяжение болтов осуществляется, как правило, за гайку. Натяжение за головку болта допускается только в случае наличия одного и того же вида смазки на опорных поверхностях гаек и опорных поверхностях головок болтов. Например, при нанесении парафина только на гайки, натяжение болтов за головку допускается после установления расчетной величины Кз (по приложению В) при натяжении болтов в динамометрическом приборе за головку болта.
Гайки или головки болтов, затянутые на проектное усилие, отмечают краской или мелом.
7.5.5 Регулирование усилий натяжения болтов осуществляют в следующем порядке:
Плотно стягивают пакет посредством натяжения 15 % 20 % поставленных болтов (стяжных) до 30 % 100 % от расчетной величины момента закручивания Мз, определяемой по формуле (1), равномерно распределяя их по полю соединения, при этом расположение стяжных болтов в непосредственной близости от оправок обязательно;
Все свободные отверстия заполняют болтами и затягивают их до 30 % 100 % от расчетной величины момента закручивания Мз;
Оправки заменяют болтами и затягивают все болты соединения на проектное усилие;
Допускается применение механизированных способов натяжения болтов электрическими или пневматическими гайковертами отечественного или иностранного производства .
7.5.6 При регулировании усилий расчетную величину момента закручивания Мз для различных диаметров и классов прочности болтов, определяют по формуле М3 =Р · db · К3 · Кн, (1) где Р заданная в проекте величина осевого усилия натяжения болтов, Н (кгс);
СТО НОСТРОЙ 2.10.76-2012 db номинальный диаметр болта, м;
Кз коэффициент закручивания болтов и гаек, Кн = 1,05 – коэффициент надежности.
На основании многолетних статистических данных Кз принимают равным 0,17 для болтов, гаек и шайб, поставляемых по ГОСТ Р 52643, ГОСТ Р 52644, ГОСТ Р 52645 и ГОСТ Р 52646, подготовленных в соответствии с 7.2.3 и отвечающих требованиям 7.2.4. Использование результатов Кз, указанных в сертификатах на отдельные партии болтов и гаек, не допускается ввиду отсутствия данных о применяемой консервирующей смазке и состоянии резьбы болтов и гаек при проведении заводских приемо-сдаточных испытаний.
7.5.7 Расчетную величину момента закручивания и коэффициент закручивания для болтов, гаек и шайб с металлическими, парафиновыми или другими видами покрытий, а также поставляемых по стандартам, не указанным в разделе 5, следует устанавливать экспериментально, с помощью динамометрических контрольных приборов на аттестованном оборудовании в соответствии с приложением В и ГОСТ Р ИСО 16047. Применение крепежных изделий с нарушенным покрытием, а также при Кз 0,2 не допускается.
7.5.8 Значения осевых усилий натяжения болтов Р, принятые в соответствии с СП 16.13330 (пункты 6.7 и 14.3.6), а также моменты закручивания болтов диаметром от 16 до 30 мм, рассчитанные по формуле (1), приведены в таблице 4.
7.5.9 Предварительное натяжение болтов до 80 % 90 % от проектного усилия рекомендуется производить гайковертами с последующей дотяжкой динамометрическими тарированными ключами. Допускается натяжение болтов динамометрическими ключами за один прием при числе болтов в соединении не более четырех и в труднодоступных местах.
7.5.10 Передаваемый ключом момент закручивания необходимо регистрировать во время движения ключа в направлении, увеличивающем натяжение болта.
Затяжку следует производить плавно, без рывков.
СТО НОСТРОЙ 2.10.76-2012 7.5.14 Основные технологические операции при выполнении соединений на болтах приведены в приложении Е.
8 Выполнение соединений на болтах без контролируемого натяжения
8.1 При выполнении соединений на болтах без контролируемого натяжения болты, гайки и шайбы устанавливают в соединения без удаления заводской консервирующей смазки, а при ее отсутствии резьбу болтов и гаек смазывают минеральным маслом по ГОСТ Р 51634.
8.2 Контактные поверхности элементов и деталей перед сборкой соединений должны быть осмотрены и очищены от заусенцев, грязи, рыхлой ржавчины, отстающей окалины и льда. Очистку производят металлическими щетками, заусенцы удаляют электрическими или пневматическими шлифовальными машинами.
8.3 Сборку соединений выполняют в соответствии с требованиями, изложенными в 7.4. Несовпадение отверстий в отдельных деталях собранного пакета (чернота) не должно превышать требований СП 70.13330.
Болты затягивают до отказа монтажными ключами с усилием от 294 Н (30 кгс) до 343 Н (35 кгс) длиной:
Для болтов М12 – от 150 до 200 мм;
Для болтов М16 – от 300 до 350 мм;
Для болтов М20 – от 350 до 400 мм;
Для болтов М22 – от 400 до 450 мм;
Для болтов М24 – от 500 до 550 мм;
Для болтов М27 – от 550 до 600 мм.
8.4 Для предотвращения самоотвинчивания гаек, их дополнительно закрепляют постановкой специальных шайб или контргаек. Для болтов, работающих на растяжение, закрепление гаек следует осуществлять исключительно постановкой контргаек.
СТО НОСТРОЙ 2.10.76-2012 Запрещается приварка гаек к резьбе болтов и к элементам соединений, а также забивка выступающей из гайки резьбы.
8.5 В конструкциях, воспринимающих статические нагрузки, гайки болтов, затянутых на усилие 50 % 70 % от минимального предела прочности болта на растяжение, допускается дополнительно не закреплять. При этом необходимо выполнение требований, указанных в 7.4.15.
8.6 Гайки и головки болтов, в том числе фундаментных, после натяжения должны плотно (без зазоров) соприкасаться с плоскостями шайб или элементов конструкций, а стержни болтов выступать из гаек (контргаек) не менее чем на один виток резьбы с полным профилем. Плотность стяжки собранного пакета подлежит контролю щупом толщиной 0,3 мм, который не должен проникать в зону, ограниченную радиусом 1,3do от центра болта, где do – номинальный диаметр отверстия.
8.7 Фундаментные (анкерные) болты должны быть затянуты в соответствии с требованиями СП 43.13330 и чертежей КМ (КМД). Результаты оформляют актом на скрытые работы по форме, установленной в РД 11-02-2006 .
8.8 В соответствии с СП 70.13330 затяжку болтов без контролируемого натяжения проверяют остукиванием их молотком массой 0,4 кг, при этом болты не должны смещаться. Натяжение и контроль затяжки болтов допускается производить предельными динамометрическими ключами.
9 Контроль выполнения, сдача-приемка и герметизация болтовых соединений
9.1 Качество выполнения болтовых соединений проверяют посредством проведения пооперационного контроля. При пооперационном контроле проверяется:
Подготовка контактных поверхностей;
Натяжение болтов;
Плотность стянутого пакета.
9.2 Контроль подготовки контактных поверхностей соединяемых элементов СТО НОСТРОЙ 2.10.76-2012 и деталей (накладок, прокладок) осуществляют визуальным осмотром непосредственно перед сборкой соединений. Дефектные поверхности или их участки подлежат исправлению в соответствии с требованиями 7.3.
9.3 Контроль натяжения болтов осуществляют в соответствии с требованиями 9.3.1 – 9.3.4.
9.3.1 Контроль фактической величины осевого усилия натяжения болтов осуществляют динамометрическими ключами по величине момента закручивания (см. 7.5.1).
9.3.2 Число болтов, подлежащих контролю осевого усилия (момента закручивания), должно составлять:
При числе болтов в соединении до 5 штук – все болты;
При числе болтов в соединении 6 штук и более – 15 % от числа болтов в соединении, но не менее 5 штук.
9.3.3 При контроле фактическая величина момента закручивания должна составлять не менее рассчитанной по формуле (1) и не превышать ее более чем на 10 %.
9.3.4 При несоответствии момента закручивания расчетному значению хотя бы у одного болта, контролируется удвоенное число болтов. Если и в этом случае будет выявлен недотянутый болт, контролируются все болты данного соединения.
Натяжение всех болтов должно быть доведено до проектной величины.
9.4 Плотность стяжки пакета контролируется щупом напротив затянутого болта в соответствии с требованиями, изложенными в 6.27 и 8.6.
9.5 При контроле болтовых соединений ответственным лицом (см. 7.1.7) прежде всего производится наружный осмотр всех установленных болтов. При осмотре необходимо проверить, что:
Все установленные болты имеют одинаковую длину;
Болты и гайки имеют установленную маркировку;
Шайбы установлены в соответствии с требованиями рабочей документации;
Выступающие за пределы гайки части болтов имеют не менее одного витка СТО НОСТРОЙ 2.10.76-2012 резьбы с полным профилем над гайкой или не менее двух витков резьбы под гайкой (внутри пакета).
Сетей и сооружений водоснабжения, водоотведения пос. им. А. Космодемьянского». «1 этап: Строительство коллектора бытовой канализации пос. им. А. Космодемьянского» Российская Федерация Калининградская област ь 236006 г. Калининград, Московский пр., 40, (Балтийский бизнес центр) 7этаж, ком. 706 тел. 630-100 _ Заказчик: Муниципальное...»
«КАБИНЕТ МИНИСТРОВ РЕСПУБЛИКИ ТАТАРСТАН ПОСТАНОВЛЕНИЕ от «27» декабря 2013 г. № 1071 В соответствии со статьей 24 Градостроительного кодекса Российской Федерации, статьей 14 Закона Республики Татарстан от 25 декабря 2010 г. № 98ЗРТ «О градостроительной деятельности в Республике Татарстан» Кабинет Министров Республики Татарстан ПОСТАНОВЛЯЕТ: 1. Утвердить прилагаемые республиканские нормативы градостроительного проектирования. 2. Контроль за исполнением настоящего постановления возложить на...»
«1 ПРОТОКОЛ проведения встречи руководства филиала ФГБУ «ФКП Росреестра» по Краснодарскому краю с кадастровыми инженерами Восточного региона г.Армавир 31.10.2014 № 14 ПРЕДСЕДАТЕЛЬ Заместитель директора Н.В. Овсянников СЕКРЕТАРЬ Заместитель начальника отдела координации и анализа деятельности С.И. Галацан ПРИСУТСТВОВАЛИ: Начальник отдела учета земельных участков А.И. Власенко Начальник отдела учета объектов капитального строительства Ю.С. Третьяк Кадастровые инженеры Восточного региона...»
«Классификация объектов малоэтажного строительства Е.К. Ивакин, А.В. Вагин Несмотря на высокую динамику развития и разнообразие объектов, жилая малоэтажная недвижимость сегодня не имеет единой классификации, что существенно усложняет систематизации объектов и затрудняет прогнозирование развития рынка и повышения эффективности реализации проектов их создания. Появляются новые объекты, меняются приоритеты потребителей, изменяется качественная структура рынка. В статье на основании исследований...»
«И.Е. Кальченко (ФГБУ СЭУ ФПС ИПЛ по Ростовской области; e-mail: [email protected]) ИМИТАЦИОННЫЕ МЕТОДЫ ОЦЕНКИ КАЧЕСТВА ОГНЕЗАЩИТНЫХ ПОКРЫТИЙ Предложена концепция мониторинга эксплуатационной устойчивости материалов и огнезащитных покрытий на основе метода их термоэлектроакустической диагностики. Показаны потенциальные возможности предлагаемой концепции в области надзорной деятельности. Ключевые слова: огнестойкость, термоэлектроакустическая диагностика, надёжность, безопасность, огнезащитные...»
«В.К. СЕВЕК, Ч.С. Манчык-Сат ПРОГНОЗИРОВАНИЕ ИНВЕСТИЦИОННЫХ И ПРОИЗВОДСТВЕННЫХ ВОЗМОЖНОСТЕЙ СТРОИТЕЛЬНОЙ ОРГАНИЗАЦИИ (на материалах Тувинского регионального ИСК) ТЕОРЕТИЧЕСКИЕ ОСНОВЫ УПРАВЛЕНИЯ ОРГАНИЗАЦИЯМИ РЕГИОНАЛЬНОГО ИНВЕСТИЦИОННО-СТРОИТЕЛЬНОГО КОМПЛЕКСА МЕТОДИЧЕСКИЕ ПОДХОДЫ К ФОРМИРОВАНИЮ МЕХАНИЗМА ПРОГНОЗИРОВАНИЯ В РЕГИОНАЛЬНОМ ИНВЕСТИЦИОННОСТРОИТЕЛЬНОМ КОМПЛЕКСЕ МЕХАНИЗМ ОЦЕНКИ ТЕКУЩЕГО СОСТОЯНИЯ И ПРОГНОЗИРОВАНИЯ ИНВЕСТИЦИОННЫХ И ПРОИЗВОДСТВЕННЫХ ВОЗМОЖНОСТЕЙ СТРОИТЕЛЬНОЙ ОРГАНИЗАЦИИ...»
«МБУК «ЦБС г. Сочи» Центральная городская библиотека представляет виртуальную выставку Велик и вечен, как само бессмертье, Средь подвигов служения Отчизне Твой подвиг доброты и милосердия Во имя мира и во имя жизни. Сочи 2015 год знаменателен 70-летним юбилеем Победы в Великой Отечественной войне. В военные годы Сочи был превращен в городгоспиталь, где каждый день шли сражения за жизнь и здоровье бойцов нашей армии. Слово «Война!» сочинцы услышали вместе В городе прошли со всей страной в...»
«1 ТЕОРЕТИЧЕСКИЕ ПРОБЛЕМЫ ГРАДОСТРОИТЕЛЬНОГО ПЛАНИРОВАНИЯ ПОДЗЕМНОЙ ЧАСТИ ГОРОДОВ О.С. Семенова Российская академия архитектуры и строительных наук, Москва, Россия Аннотация В статье поднимается вопрос отсутствия теоретических подходов комплексного освоения подземного пространства, как в методической, так и в нормативной базе Российского градостроительства. Большая часть профессиональной строительной литературы просвещена отдельным подземным сооружениям. Встречаются описания масштабных...»
«ПРОЕКТ СОВЕТ ДЕПУТАТОВ ГОРОДСКОГО ПОСЕЛЕНИЯ ГОРОД ЗАДОНСК ЗАДОНСКОГО МУНИЦИПАЛЬНОГО РАЙОНА ЛИПЕЦКОЙ ОБЛАСТИ _-я сессия третьего созыва РЕШЕНИЕ _ г.Задонск №_ О проекте «Изменения в Правила землепользования и застройки городского поселения город Задонск Задонского муниципального района Липецкой области» Рассмотрев внесенный Главой городского поселения город Задонск проект «Изменения в Правила землепользования и застройки городского поселения город Задонск Задонского муниципального района...»
«Технические требования к сварке и НК качества сварных соединений при строительстве магистрального газопровода «Сила Сибири», в том числе при пересечении зон активных тектонических разломов СОДЕРЖАНИЕ Введение 1 Область применения 2 Нормативные ссылки 3 Термины, определения и сокращения 4 Характеристики труб, соединительных деталей, узлов трубопроводов, трубопроводной арматуры 4.1 Общие положения 4.2 Требования к разделке кромок труб 4.3 Требования к типам разделки кромок соединительных деталей...»
«В.С. Щербаков, М.С. Корытов, М.Г. Григорьев АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ УСТРОЙСТВ УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ПЛАТФОРМЫ СТРОИТЕЛЬНОЙ МАШИНЫ Министерство образования и науки Российской Федерации ГОУ ВПО «Сибирская государственная автомобильно-дорожная академия (СибАДИ)» В.С. Щербаков, М.С. Корытов, М.Г. Григорьев АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ УСТРОЙСТВ УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ПЛАТФОРМЫ СТРОИТЕЛЬНОЙ МАШИНЫ Монография Омск СибАДИ УДК 621.87: 681.5 ББК 38.6-445.22: 31.965 Щ 60 Рецензенты: д-р техн. наук,...»
«ЗАКЛЮЧЕНИЕ общественной экологической экспертизы проекта «Строительство скоростной автомобильной дороги Москва – Санкт-Петербург на участке км 58 – км 684 (с последующей эксплуатацией на платной основе) 1 этап км 58 – км 97» ВВЕДЕНИЕ Общественная экологическая экспертиза проекта «Строительство скоростной автомобильной дороги Москва – Санкт-Петербург на участке км 58 – км 684 (с последующей эксплуатацией на платной основе) 1-й этап км 58 – км 97 проводится в соответствии с решением Комитета по...»
« Москва, Россия И.В. Зубарев Государственный университет по землеустройству, Москва, Россия Аннотация Статья посвящена обзору существующих возобновляемых строительных экологических материалов, их влиянию на архитектурное формообразование зданий. Рассмотрены также критерии выбора материала для строительства. Ключевые слова: архитектурное...»
«ПРОТОКОЛ № 1 заседания Комитета по страхованию и финансовым рискам при Общероссийской негосударственной некоммерческой организации «Национальное объединение саморегулируемых организаций, основанных на членстве лиц, выполняющих инженерные изыскания, и саморегулируемых организаций, осуществляющих подготовку проектной документации» г. Москва 09 июля 2015 г. Начало в 12.00 На Заседании Комитета присутствовали: Президент Национального объединения проектировщиков и изыскателей Посохин Михаил...»
2016 www.сайт - «Бесплатная электронная библиотека - Научные публикации»
Материалы этого сайта размещены для ознакомления, все права принадлежат их авторам.
Если Вы не согласны с тем, что Ваш материал размещён на этом сайте, пожалуйста, напишите нам , мы в течении 1-2 рабочих дней удалим его.
Стальные конструкции на строительной площадке почти всегда соединяются при помощи болтового соединения и у него есть много преимуществ перед другими способами соединения и прежде всего сварным соединением — это простота монтажа и контроля качества соединения.
Из недостатков можно отметить большую металлоемкость по сравнению со сварным соединением т.к. в большинстве случаев нужны накладки. Кроме того отверстие для болта ослабляет сечение.
Видов болтового соединения великое множество, но в данной статье рассмотрим классическое соединение, применяемое в строительных конструкций.
СНиП II-23-81 Стальные конструкции
СП 16.13330.2011 Стальные конструкции (Актуализированная редакция СНиП II-23-81)
СНиП 3.03.01-87 Несущие и ограждающие конструкции
СП 70.13330.2011 Несущие и ограждающие конструкции (Актуализированная редакция СНиП 3.03.01-87)
СТО 0031-2004 Болтовые соединения. Сортамент и области применения
СТО 0041-2004 Болтовые соединения. Проектирование и расчет
СТО 0051-2006 Болтовые соединения. Изготовление и монтаж
Виды болтовых соединений
По числу болтов: одноболтовые и многоболтовые. Думаю смысл объяснять не нужно.
По характеру передачи усилия от одного элемента к другому:
Не сдвигоустойчивые и сдвигоустойчивые (фрикционные). Чтобы понять смысл этой классификации рассмотрим как в общем случае работает болтовое соединение при работе на срез.
Как видим болт сжимает 2-е пластины и часть усилия воспринимается силами трения. Если болты сжимают пластины не достаточно сильно то происходит проскальзывание пластин и усилие Q воспринимается болтом.
Расчет не сдвигоустойчивых соединений подразумевает, что сила затяжки болтов не контролируется и вся нагрузка передается только через болт без учета возникающих сил трения. Такое соединение называют соединение без контролируемого натяжения болтов.
В сдвигоустойчивых или фрикционных соединениях используют высокопрочные болты которые затягивают пластины с такой силой, что нагрузка Q передается посредством сил трения между 2-мя пластинами. Такое соединение может быть фрикционным или фрикционно-срезным, в первом случае при расчете учитываются только силы трения, во втором учитываются силы трения и прочность болта на срез. Хотя и фрикционно-срезное соединение более экономичное, но практически его реализовать в многоболтовом соединении очень трудно — нет уверенности что все болты одновременно смогут нести нагрузку на срез, поэтому фрикционное соединение лучше рассчитывать без учета среза.
При больших сдвигающих нагрузках фрикционное соединение более предпочтительно т.к. металлоемкость данного соединения меньше.
Виды болтов по классу точности и их применение
Болты класса точности А — данные болты устанавливают в отверстия рассверленные на проектный диаметр (т.е. болт встает в отверстие без зазора). Изначально отверстия делают меньшего диаметра и поэтапно рассверливают до нужного диаметра. Диаметр отверстия в таких соединениях не должен быть больше диаметра болта больше чем на 0,3 мм. Сделать такое соединение крайне сложно, поэтому в строительных конструкциях они практически не используются.
Болты класса точности B (нормальной точности) и С (грубой точности) устанавливают в отверстия на 2-3 мм больше диаметров болтов. Разница между этими болтами заключается в погрешности диаметра болта. Для болтов класса точности B фактический диаметр может отклонится не более чем на 0,52 мм, для болтов класса точности C до 1 мм (для болтов диаметром до 30 мм).
Для строительных конструкций как правило применяют болты класса точности В т.к. в реалиях монтажа на строительной площадке добиться высокой точности практически невозможно.
Виды болтов по прочности и их применение
Для углеродистых сталей класс прочности обозначают двумя цифрами через точку.
Существуют следующие классы прочности болтов: 3.6; 3.8; 4.6; 4.8; 5.6; 5.8; 6.6; 8.8; 9.8; 10.9; 12.9.
Первая цифра в классификации предела прочности болтов обозначает предел прочности болта при растяжении — одна единица обозначает предел прочности в 100 МПа, т.е. предел прочности болта класса прочности 9.8 равен 9х100=900 МПа (90 кг/мм²).
Вторая цифра в классификации класса прочности обозначает отношение предела текучести к пределу прочности в десятках процентов — для болта класса прочности 9.8 предел текучести равен 80% от предела прочности, т.е. предел текучести равен 900 х 0.8 = 720 МПа.
Что означают данные цифры? Давайте посмотрим на следующую диаграмму:

Здесь приведен общий случай испытания стали на растяжение. На горизонтальной оси обозначено изменение длины испытуемого образца, по вертикали — прилагаемое усилие. Как видим из диаграммы при увеличении усилия длина болта изменяется линейно только на участке от 0 до точки А, напряжение в этой точке и есть предел текучести, далее при не большом увеличении нагрузки болт растягивается уже сильнее, в точке Д болт ломается — это есть предел прочности. В строительных конструкциях необходимо обеспечить работу болтового соединения в пределах предела текучести.
Класс прочности болта должен быть указан на торцевой или боковой поверхности головки болта
Если на болтах нет маркировки, то скорее всего это болты класса прочности ниже 4.6 (их маркировка не требуется по ГОСТ). Применение болтов и гаек без маркировки запрещается согласно СНиП 3.03.01.
На высокопрочных болтах дополнительно указывается условное обозначение плавки.
Для применяемых болтов требуется применять соответствующие им классу прочности гайки: для болтов 4.6, 4.8 применяются гайки класса прочности 4, для болтов 5.6, 5.8 гайки класса прочности 5 и т.д. Можно заменить гайки одного класса прочности на более высокие (например если удобнее комплектовать на объект гайки одного класса прочности).
При работе болтов только на срез допускается применять класс прочности гаек при классе прочности болтов: 4 – при 5.6 и 5.8; 5 – при 8.8; 8 – при 10.9; 10 – при 12.9.
Для болтов из нержавеющей стали также наносится маркировка на головке болта. Класс стали — А2 или А4 и предел прочности в кг/мм² — 50, 70, 80. Например А4-80: марка стали А4, прочность 80 кг/мм²=800 МПа.
Класс прочности болтов в строительных конструкциях следует определять согласно таблице Г.3 СП 16.13330.2011

Выбор марки стали болта
Марку стали болтов следует назначать согласно таблице Г.4 СП 16.13330.2011

Подбор диаметра болта для строительных конструкций
Для соединений строительных металлических конструкций следует применять болты с шестигранной головкой нормальной точности по ГОСТ 7798 или повышенной точности по ГОСТ 7805 с крупным шагом резьбы диаметров от 12 до 48 мм классов прочности 5.6, 5.8, 8.8 и 10.9 по ГОСТ 1759.4, шестигранные гайки нормальной точности по ГОСТ 5915 или повышенной точности по ГОСТ 5927 классов прочности 5, 8 и 10 по ГОСТ 1759.5, круглые шайбы к ним по ГОСТ 11371 исполнение 1 класса точности А, а также болты, гайки и шайбы высокопрочные по ГОСТ 22353 — ГОСТ 22356 диаметров 16, 20, 22, 24, 27, 30, 36, 42 и 48 мм.
Диаметр и количество болтов подбираются так, чтобы обеспечить необходимую прочность узла.
Если через соединение не передаются значительные нагрузки, то можно использовать болты М12. Для соединения нагруженных элементов рекомендуется использовать болты от М16, для фундаментов от М20.
для болтов М12 — 40 мм;
для болтов М16 — 50 мм;
для болтов М20 — 60 мм;
для болтов М24 — 100 мм;
для болтов М27 — 140 мм.
Диаметр отверстия под болт
Для болтов класса точности А отверстия выполняют без зазора, но использовать такое соединение не рекомендуется ввиду большой сложности его изготовления. В строительных конструкциях, как правило, используют болты класса точности B.
Для болтов класса точности В диаметр отверстия можно определить по следующей таблице:

Расстояния при размещении болтов
Расстояния при размещении болтов следует принимать согласно таблице 40 СП 16.13330.2011

В стыках и узлах болты необходимо располагать ближе друг к другу, а конструктивные соединительные болты (служащие для соединения деталей без передачи значимых нагрузок) на максимальных расстояниях.
Допускается крепить детали одним болтом.
Выбор длины болта
Длину болта определяем следующим образом: складываем толщины соединяемых элементов, толщины шайб и гаек, и добавляем 0,3d (30% от диаметра болта) и далее смотрим сортамент и подбираем ближайшую длину (с округлением в большую сторону). Согласно строительным нормам болт должен выступать из гайки как минимум на один виток. Слишком длинный болт использовать не получится т.к. резьба имеется только на конце болта.
Для удобства можно воспользоваться следующей таблицей (из советского справочника)

В болтовых соединениях работающих на срез, при толщине наружного элемента до 8 мм, резьба должна находиться вне пакета соединяемых элементов; в остальных случаях резьба болта не должна входить вглубь отверстия более чем на половину толщины крайнего элемента со стороны гайки или свыше 5 мм. Если выбранная длина болта не соответствует этому требованию, то необходимо увеличить длину болта так, чтобы это требование выполнялось.
Приведем пример:
Болт работает на срез, толщина скрепляемых элементов 2х12 мм, согласно расчету принят болт диаметром 20 мм, толщина шайбы 3 мм, толщина пружинной шайбы 5 мм, толщина гайки 16 мм.
Минимальная длина болта равна: 2х12+3+5+16+0,3х20=54 мм, согласно ГОСТ 7798-70 выбираем болт М20х55. Длина нарезаной части болта составляет 46 мм, т.е. условие не удовлетворяется т.к. резьба должна входить вглубь отверстия не более чем на 5 мм, поэтому увеличиваем длину болта до 2х12+46-5=65 мм. Согласно нормам можно принять болт М20х65, но лучше использовать болт М20х70, тогда вся резьба будет вне отверстия. Пружинную шайбу можно заменить на обычную и добавить еще одну гайку (очень часто так делают т.к. применение пружинных шайб ограничено).
Мероприятия про предотвращению отвинчиванию болтов
Для того, чтобы крепление со временем не ослабло требуется использовать 2-ю гайку или стопорные шайбы, предотвращающие отвинчивание болтов и гаек. Если болт работает на растяжение, то необходимо использовать 2-ой болт.
Также есть специальные гайки со стопорным кольцом или фланцем.
Применять пружинные шайбы при овальных отверстиях запрещено.
Установка шайб
Под гайку необходимо устанавливать не более одной шайбы. Также допускается устанавливать одну шайбу под головкой болта.
Прочностной расчет болтового соединения
Болтовое соединение можно разделить на следующие категории:
1) соединение работающее на растяжение;
2) соединение работающее на срез;
3) соединение работающее на срез и растяжение;
4) фрикционное соединение (работающее на срез, но с сильным натяжением болтов)
Расчет болтового соединения, работающего на растяжение
В первом случае прочность болта проверяется по формуле 188 СП 16.13330.2011
![]()
где Nbt — несущая способность одного болта на растяжение;
Rbt — расчетное сопротивление болта на растяжение;
Расчет болтового соединения, работающего на срез
Если соединение работает на срез, то необходимо проверить 2-а условия:
расчет на срез по формуле 186 СП 16.13330.2011
где Nbs — несущая способность одного болта на срез;
Rbs — расчетное сопротивление болта на срез;
Ab — площадь сечения болта брутто (принимается согласно таблице Г.9 СП 16.13330.2011);
ns — число срезов одного болта (если болт соединяет 2-е пластины, то число срезов равно одному, если 3-и, то 2-а и т.д.);
γb — коэффициент условия работы болтового соединения, принимаемый согласно таблице 41 СП 16.13330.2011 (но не больше 1.0);
γc — коэффициент условия работы, принимаемый согласно таблице 1 СП 16.13330.2011.
и расчет на смятие по формуле 187 СП 16.13330.2011
где Nbp — несущая способность одного болта на смятие;
Rbp — расчетное сопротивление болта на смятие;
db — наружный диаметр стрежня болта;
∑t — наименьшая суммарная толщина соединяемых элементов, сминаемых в одном направлении (если болт соединяет 2-е пластины, то принимается толщина одной самой тонкой пластины, если болт соединяет 3 пластины, то считается сумма толщин для пластин, которые передают нагрузку в одном направлении и сравнивается с толщиной пластины, передающей нагрузку в другом направлении и берется наименьшее значение);
γb — коэффициент условия работы болтового соединения, принимаемый согласно таблице 41 СП 16.13330.2011 (но не больше 1.0)
γc — коэффициент условия работы, принимаемый согласно таблице 1 СП 16.13330.2011.
Расчетные сопротивления болтов можно определить по таблице Г.5 СП 16.13330.2011

Расчетное сопротивление Rbp можно определить по таблице Г.6 СП 16.13330.2011

Расчетные площади сечения болтов можно определить по таблице Г.9 СП 16.13330.2011

Расчет соединения, работающего на срез и растяжение
При одновременном действии на болтовое соединение усилий,вызывающих срез и растяжение болтов, наиболее напряженный болт, наряду спроверкой по формуле (188), следует проверять по формуле 190 СП 16.13330.2011
где Ns, Nt — усилия, действующие на болт, срезывающие и растягивающие соответственно;
Nbs, Nbt — расчетные усилия, определяемые по формулам 186 и 188 СП 16.13330.2011
Расчет фрикционного соединения
Фрикционные соединения, в которых усилия передаются через трение, возникающее по соприкасающимся поверхностям соединяемых элементов вследствие натяжения высокопрочных болтов, следует применять: в конструкциях из стали с пределом текучести свыше 375 Н/мм² и непосредственно воспринимающих подвижные, вибрационные и другие динамические нагрузки; в многоболтовых соединениях, к которым предъявляются повышенные требования в отношении ограничения деформативности.
Расчетное усилие, которое может быть воспринято каждой плоскостью трения элементов, стянутых одним высокопрочным болтом, следует определять по формуле 191 СП 16.13330.2011
![]()
где Rbh — расчетное сопротивление растяжению высокопрочного болта, определяемое согласно требованиям 6.7 СП 16.13330.2011;
Abn — площадь поперечного сечения нетто (принимается согласно таблице Г.9 СП 16.13330.2011);
μ — коэффициент трения между поверхностями соединяемых деталей (принимается по таблице 42 СП 16.13330.2011);
γh — коэффициент, принимаемый по таблице 42 СП 16.13330.2011

Количество необходимых болтов для фрикционного соединения можно определить по формуле 192 СП 16.13330.2011
![]()
где n — требуемое количество болтов;
Qbh — расчетное усилие, которое воспринимает один болт (расчитывается по формуле 191 СП 16.13330.2011, расписано чуть выше);
к — количество плоскостей трения соединяемых элементов (обычно 2-а элемента соединяют через 2-е накладные пластины, расположенные с разных сторон, в этом случае к=2);
γc — коэффициент условия работы, принимаемый согласно таблице 1 СП 16.13330.2011;
γb — коэффициент условий работы, принимаемый в зависимости от количества болтов, требуемых для восприятия усилия и принимаемый равным:
0,8 при n < 5;
0,9 при 5 ≤ n < 10;
1,0 при n ≤ 10.
Обозначение болтового соединения на чертежах
Болт размещают на прямых линиях – дисках. Расстояние между болтами по направлению силы называют шагом, перпендикулярно – дорожкой. Расположение может быть рядовое и шахматное.

Минимальное расстояние между болтами принимают из возможного положения их установки и условий безопасного выкола. Максимальное расстояние принимают при условии плотности элементов.


d- диаметр отверстияt- толщина наиболее тонкого наружного элемента
17.Расчет болтовых соединений в элементах, работающих на изгиб, продольную и поперечную силы. Особенности болтовых соединений в конструкциях из алюминиевых сплавов.
Расчёт болтов в соединениях, работающих на осевую силу.
Необходимое количество болтов определяется
n=, гдеN bmin =minN bs
Для соединения на высокопрочных болтах
R bun – предел прочности высокопрочного болта
μ = 0.57 – дробемётная, дробеструйная обработка.
μ = 0.5 - дробемётная, дробеструйная обработка с консервацией путём мет. алюминия
μ = 0.42 – газопламенная обработка
μ = 0.35 – стальными щётками
μ = 0.25 – без обработки
γ b =0,8 –n<5
γ b =0,9 - 5n<10
γ h – коэффициент надёжности соединения
γ h = 1,02…1,7 принимается в зависимости от способа обработки поверхности, действующей нагрузки (статической, динамической), разности между диаметрами отверстия и болта и коэффициента μ.
k- количество поверхности трения
При расчете заклепочного или болтвтого соединения при сложном напряженном состоянии на действие изгибающего момента, поперечных и продольных усилий исходят из предположения, что продольная и поперечная силы поровну распределяются между всеми заклепками и (болтами) полустыка, а максимальное усилие от действия момента возникает в наиболее удаленных от нейтральной оси заклепках (болтах). Расчетная формула для определения максимального усилия в крайней заклепке (болте) имеет вид:
где - усилие, приходящееся на наиболее нагруженный (крайний) горизонтальный ряд заклепок (болтов) полустыка:
Сумма квадратов расстояний между горизонтальными рядами заклепок (болтов), равноудаленных от нейтральной оси;
Число вертикальных рядов в полустыке;
Общее число заклепок (болтов) в полустыке.
При отсутствии продольных сил в формуле принимают , а в сечении чистого изгиба, в котором и, максимальное усилие на крайнюю заклепку (болт),. Зная, напряжения соединений проверяется по формулам, полагаяи.
Расчёт болтов в соединениях работающих на изгиб.
При изгибе усилие в болтах возрастает неравномерно

Действующий момент М равен
М= m ΣN i l i = m(N 1 l 1 +N 2 l 2 + …+N i l i)
l 1 =l max , N 1 =N max
N 3 =…=N max M=m(N max+ N max+…+ N max) = m (l 1 2 +l 2 2 +…+l i 2)= mΣl i 2
























