Чугунные трубы соединяются с помощью раструбного соединения, для чего на одном конце трубы делается раструб (уширение), в который при сборке вставляется конец другой трубы. Раструбы бывают гладкие и с желобком. Зазор между трубами заполняют уплотнителем (рис. 10).
В качестве уплотнителя используют твердеющие и эластичные заполнители. Твердеющие заполнители - это цемент, асбестоцементная смесь, расширяющийся цемент,
Сера и др., они придают стыку прочность и обеспечивают герметичность. Эластичные заполнители - резиновые кольца, манжеты, шнуры, герметики - обеспечивают высокую гибкость и герметичность стыка при небольших затратах труда при монтаже.
Присоединение боковых ответвлений, изменение диаметров трубопроводов осуществляют с помощью чугунных соединительных (фасонных) частей (рис. 11).
РяСТрубныс соединения трусі шаполняілт В Такой пос - ладовіїтшьнасти; римечаюг л сгтре:ніктг труби, подготов JUJJOT ионии труб и соСиракуг соединение.
Отрсііку Tpyф необходимой jl.■ ltjіы производят перерубкой ня, При небольшом Количества трубы перерубсиог вручную зубИЛОМ ИЛИ ручным трубиргчом (рис. 12). Ни заипд. ія трубы nepnpyCtuor hcs. iuhjvom СТД-22014, Трубу можно (їтрелі:*і также на электрической дисковой пнле. оборудованной абразивным, ар ми рой а иным диском. Плоскость отрезки или перерубки труб должна быть перпсндігкулярна OCFF tpyfibl И ни К. ОППЕ* не должно быть ■грешніс н сколов. Допускаются отХи"іилсішснертісаііікуляр- НОСГИ TOptIOB іруб писле отрубки не Смсе 3 треишны ДЛИНОЙ не более 15 wm 4i волнистость кромок ne болес Iыmm.
І Іодгогпрка труб состоит в очистке коннов и расгрубоп от rpa-jH, осмотре и обстукнеанин их молотим для обгтл ружекия сколов И трешнк. Поверхность труб Н раструбои
Глава 1. Заготовительные работы
Рис- 12. Перерубка чугунной трубы зубилом
Снаружи и внутри должна быть чистой и гладкой, без пузырей, раковин, свищей, шлаковых включений и других дефектов, влияющих на прочность. Трубы с трещинами и отколами концов отбраковывают.
При соединении канализационных труб гладкий конец вводят в раструб до упора, а при соединении водопроводных напорных между гладким концом и упорной поверхностью раструба оставляют зазор 3-9 мм. Ширина зазора между внутренней поверхностью раструба и наружной поверхностью трубы, вставленной в раструб, должна быть одинакова по периметру трубы.
Способ заделки раструбов зависит от типа труб: канализационных или водопроводных.
При соединении канализационных труб на гладкий конец трубы навертывают смоляную прядь, скрученную в жгут диаметром 7-8 мм. Чтобы конец жгута не попал в грубу н нс засорил се, при нлиершналии первого витка его прижимают, мхлссгыиия спсрху очередным витком. Конопаткой жгут вгоняют в зазор раструба и уплотняют его (рис. 13). Жгут должен заполнять 2/3 глубины раструба. После уплотнения жгута приготовляют цемент. Для заделки раструба используют цемент марки не ниже 300. Цемент просеивают, увлажняют водой (10-12% по массе) и пере-
Мешивают. Оставшееся в раструбе место заполняют с помощью совка увлажненным цементом и эачекани - вают чеканкой до тех пор, пока чеканка не станет отскакивать от цемента.
1 Для получения менее жесткого
стыка применяют асбестоцементную
І і смесь, которую приготовляют из ас-
І - бестового волокна не ниже IV груп-
I"" пы (30% по массе) и портландцемен-
Iі та марки не ниже 400 (70%). За 30-40
1 мин до использования смесь увлаж
Няют, добавляя воду в количестве. к$ 10-12% от массы смеси. Раструб
Сверху закрывают мокрой тряпкой. В Рис. 13. Конопатка жаркую погоду тряпку время от вре
Мени смачивают. В зимнее время для увлажнения цемент или смесь разводят горячей водой, раструбы подогревают, стыки после заделки утепляют.
На заводах для сборки узлов из чугунных канализационных труб диаметром 50 и 100 мм применяют стенд-карусель, который имеет шесть рабочих мест с пневмоприжимами.
При соединении водопроводных труб диаметром до
300 мм раструб заделывают пеньковой прядью на глубину 25 мм и асбестоцементной смесью на глубину 25- 30 мм. Для ускорения заделки стыка используют уширенные конопатки и чеканки, которые охватывают до 1/4 окружности трубы, а также специальные приспособления (рис. 14).
Например, приспособление А. Н. Васильева состоит из металлической плиты и шарнирно закрепленной на ней скобы для прижима трубы к плите. Скоба запирается чекой, что позволяет удерживать трубу в вертикальном положении, удобном для заделки раструба.
Приспособление К. Г. Козлова позволяет укреплять трубу в различных положениях. Труба закрепляется в при-
|
|

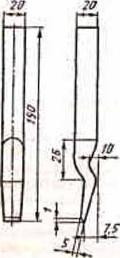 Рис. 14. Чеканки
Рис. 14. Чеканки
Спосо&лскии хомутан с зажимным вантам. Хомут ттрнад - (МЛ к о£Н4 кпторщі MMtr nnfiapa4JlLi:iT],cs Bs> отуЛЮС. Для
Установки яомута с трубок в определением положении па оси насажена u приварены зпездоика, которая фиксирует - ИЛ МЩелкоВ, поиортни. іійшоікя нл оен
Соединят, труп с щдмкой растру ґиі цементов u aefice - ТОИгМентНОК смиыа ЛОН(юлеС rrpDL"tl. l н безопасны, но тре - Gyjm-длительного времени дпії скиэтыйанил цемента. Іер - МеТН"ПЮСіь СОедИНСНHfl IQJUICHT от Kft"ICCTliU уплотнении пряди и цемента: при потіючий течи шьос соединение необкшммо голноспю передела;у Значительные заграти иргменн, труди, раскол материала обуслопнлн использован III - ТЛКІНО соединения Upll Небольшом количестве стыкав.
Прлт:к«тся эяделкм pocrpyiwn росниірпвіннмея вдчен - том. Соединение ТруО ведут й ТаКОІІ последовательности, Однутрубу yvpeniirtioT растру&ом тепер*в приспособлении. На кинсд лрушії трубы или ф&сонной чисти камитывлют дш d]itkh прчди тлшнной 5-<і мм. _лнниП J>HJ мм для
труб диаметром 50 мм и длиной 760 мм для труб диаметром 100 мм. Конец трубы с намотанной прядью вставляют в раструб трубы, укрепленной в приспособлении, и прядь осаживают вниз конопаткой. Затем трубу, вставленную в раструб, центруют тремя металлическими клиньями так, чтобы ширина кольцевого зазора между трубой и раструбом была везде одинакова, после чего клинья вгоняют легкими ударами молотка.
Для приготовления раствора в сосуд насыпают расширяющийся цемент. Для труб диаметром 50 мм на один стык требуется 125 г цемента, для труб диаметром 100 мм - 250 г. Затем в сосуд с цементом наливают воду (55-65% от массы цемента). Раствор непрерывно перемешивают, чтобы не было комков и сухих частиц. Раствор приготовляют в таком количестве, чтобы один замес для заливки подготовленных стыков можно было использовать в течение 3-4 мин. Кольцевой зазор стыка заливают раствором за один раз и штыкуют его, чтобы не образовалось раковин и пустот. Через 40 мин после заливки трубу снимают с приспособления, залитые стыки обертывают мокрыми тряпками или укладывают на 10-12 ч в ванну с водой температурой не менее 20*С. Чем выше температура воды в ванне, тем быстрее цемент схватывается: при температуре 40°С цемент в стыке набирает прочность через 5-6 ч.
После выдержки в ванне из стыков легкими ударами молотка выколачивают клинья, а оставшиеся от них отверстия заделывают расширяющимся цементом. Заготовленные узлы трубопроводов можно отправлять на объекты не ранее чем через 20 ч после заделки стыков.
Заделка раструбов расплавленной серой. Стоимость и трудоемкость работ по заделке стыков серой ниже по сравнению с заделкой расширяющимся цементом. Однако герметичность стыка ниже из-за водопроницаемости серы. Этот способ заделки раструбов не используют при скрытой прокладке трубопровода и прокладке напорных трубопроводов.
Раструбы труб заделывают технической серой (порошковой или комовой) аналогично заливке расширяющимся цементом. Комолую серу презрительно измельчают
НО куглчіси ІУІП-ЛІМОМ НС &ОЛЄС 1 СМ1. Сшк, ЛЙЛСЛйНИЫЙ СЕ рой, ЖССТКИЙ 11 Хрупкий. Чтобы уменьшить ХГуЛКЛСГІґСО - с чи пени и, н серу побапляют 10“-]5% мтотога каолина. Серу пмесп: с каолинам разогревают в йачке, ьигорый установлен внутри специальной печн н омывается минеральным мислом, нагретым до температури 130-ІііХ, Сера рилогрсиается л течение 1,5 -2 ч и может храниться її г‘.1ги ыииеннам состоянии не более 2 ч
< >ру ІМІІІ1ЛК1Т и раструб ковшом вместимостью 0,5 л ш ОПИН Прием, не рЗПриШЯ струн. КіШПЄсТВО серы, іали - шН"мгШ п один рлструА трубы лнамстром 50 мм, составляет 130 г, дна метром |(Ю мм - 205 г, диаметром 150 мм - 4Кй К Процке тперлення сери после »лкикн ряструбоа груб диаметром 50 и >00 мч ллнтся 5 мин, диаметром 150 мм - іи мин. После тагиердевиння серы учльї готовы к транспортирован і«о.
Тпдглна рдетрубов реэпннймм ку. чьпоч И. Т.И мин же той. После ОЧИСТКИ ПОВСрХНОСТгИ СОДШНЯЕМШ труб и уПЛОГ - нителн О Г ни пн II фязи уплотнитель ВСГППЛЯЮТ її желобок рдструби. Гладкий конец соединяемой трубы на рдсстоя - пни N0-100 мм покрыппкл" [■раїрнюглннернийиоП емт кой, Выверяют положение труб Е1 плане И ПО КртИІШІИ. Лило-,’ НЛлеППЮТ На труби приспособление идя СТЧ. ЖКИ пинтовое или реечной и с его помощью платню сближают 1-ру - бы, ВИОП. Ч ГДЭЯКНЙ КОНСН в рлетруб.
Залглка рлструбо* герметиком. После осмотра н ОЧИСТКИ ИОПСрхНОСТСЙ грубм И роструба <17 ПрЯ^И их гычишяю:, чтобы они имели шерокпшггую поиеркноетъ, Потом одну фубу иСНТруЮТТ71 К. 11М обрйзоя, ЧТОбь» ширима рз-фуб||ОЙ щели в рабочей юне бшгэ одинаковой подсей окружної" ТИ рлструбн, Н ВВОДИТ ВИТОК прчди.
ГЬрнетик УГ-37А- по ти мерный митгридл вязкой па стообртиой компетенции, СОСТОЯЩИЙ НІ ГСрМСТИЛфуТО* ший К-1 (100 мде/ч) II отвердиЬДЮІііїіЙ (иулклнншруюнзей) Ь-І (9-14 мдс/"О паст. Компоненты смешивают не более
Чем за 1 ч до использования герметика, полученную смесь подают по шлангу в полость стыка через специальную насадку.
При вертикальном расположении стыка заполнение герметиком ведут так же, как заливку раструба серой; при горизонтальном стык заполняют снизу вверх равномерно с двух сторон трубы. После заполнения стыка к герметику по окружности прижимают накладку, которую снимают после вулканизации герметика.
Стыки, заделанные герметиком УТ-37А, эластичные и прочные, выдерживают давление до 1,5 МПа.
После того как уплотнитель затвердеет, соединение осматривают, проверяя плотность заполнения зазора между раструбом и гладким концом. Расслоение, раковины в залитых серой и цементом стыках, а также неполная их заливка не допускаются. Прочность и плотность раструбных соединений проверяют контрольной разборкой нескольких стыков.
Меры безопасности. К месту работы должно быть доставлено достаточное количество труб, заготовок, инструментов й материалов; требующихся для соединения труб. На рабочем месте не должно быть посторонних предметов, а также труб и материалов, которые не идут в дело.
Заливку стыков расплавленной серой выполняют в очках, рукавицах, резиновых сапогах.
При работе с расплавами (серой) куски опускают в разогретую серу металлическими щипцами, осторожно, не бросая их, исключая попадание влаги в расплав; заливают только сухие раструбы, пользуются для заливки расплава в раструбы ковшом небольшой вместимости, имеющим носик.
При работе на приспособлениях и механизмах для перерубки труб следует придерживать трубу на расстоянии не менее 400 мм от места рубки. При перерубке труб надо пользоваться защитными очками, рукавицами.
Соединения стальных труб могут быть разъемными и неразъемными. В качестве разъемных соединений используют резьбовые, фланцевые и бугелъные соединения, а в качестве неразъемных - сварные.
Водо-газопроводные трубы соединяют между собой с помощью соединительных частей (фитингов) на цилиндрической трубной резьбе, фланцах или на сварке.
Шовные трубы значительного диаметра (более 50 мм) соединяются на фланцах и на сварке.
Резьбовое соединение. Применяют два вида трубных резьбовых соединений - на коротких и длинных резьбах. Соединение на коротких резьбах осуществляют последовательным ввертыванием соединяемых между собой участков труб в фитинги и арматуру. Длина резьбы должна быть немного меньше половины муфты и последние ее два витка - сходить на конус (сбег) для придания плотности соединению. Разъем таких участков трубопроводов возможен, если одно из соединений будет выполнено на длинной резьбе. Это соединение называется сгоном (рис. 4.10). Сгон состоит из длинной резьбы, контргайки и муфты. Длинная резьба должна быть такой, чтобы на нее свободно навинчивались контргайка и муфта. Для разъединения сгона контргайку и муфту свинчивают на конец трубы с длинной резьбой, после чего разъединяют стыки труб. В монтажной практике в местах присоединения арматуры и оборудования используют сгоны стандартной длины. В табл. 4.2 приведены размеры стандартизированных сгонов. Эскиз сгона - см.рис. 4.10.
Соединительные части для водо-газопроводных труб изготавливают из ковкого чугуна и стали. На рис. 4.11 представлены наиболее употребительные фитинги. Торцевые плоскости фитингов должны быть перпендикулярны осям проходов и иметь фаски.
Для создания герметичного соединения водогазопроводных труб резьбовое соединение уплотняют льняной прядью, смоченной же-
Рис. 4.10.
- 1 - труба; 2 - муфта; 3 - сгон; 4 - контргайка; 5 - резьба длинная;
- 6 - то же короткая; 7 - сбег

Рис. 4.11. Соединительные части (фитинги) из ковкого чугуна: а - компенсирующая муфта; б - прямая короткая муфта; в - переходная муфта; г - футорка; д- контргайка; е - двойной ниппель; ж - прямой угольник; з - переходной угольник; и - прямой тройник; к - переходной тройник; л - тройник с двумя переходами; м - прямая крестовина; н - переходная крестовина; о - пробка-заглушка; п - колпак-заглушка; р - соединительная гайка
Таблица 4.2
Размеры стандартизированных сгонов, мм
лезным суриком, замешанным на натуральной олифе, или путем подмотки пластмассовой ленты ФУМ (рис. 4.12.).

Герметизирующая лента ФУМ
Недостатком резьбовых соединений является снижение механической прочности участков трубопроводов в местах соединения. Резьбовые соединения стальных труб осуществляют с помощью трубных ключей.
Фланцевое соединение состоит из фланцев, уплотнительной прокладки, болтов (или шпилек), гаек и шайб. В санитарно-технических системах применяют фланцы круглой формы.
На рис.4.13 показаны разновидности круглых фланцев. На стройку фланцы поставляют, как правило, с приваренными отрезками труб (1) или фланцы типа (2) с целью унифицировать операции сварки на монтируемом объекте. В большинстве случаев фланцы изготавливают из стали марки ВСтЗсп для Р у 1,6 МПа и температуры до 300 °С, болты - из стали марки 20, 25, 35, а гайки - из стали марки 10, 20, 25.
Выбор конструкции фланцев зависит от рабочих параметров и физико-химических свойств транспортируемого продукта и от материала труб. Фланцы могут устанавливаться не только на трубе с помощью сварки, но и на резьбе (3). Применяют фланцы, удерживаемые на трубе за счет отбортовки концов труб (4) или приваренных к трубам колец (5).
При сборке фланцевых соединений необходимо обеспечивать симметричное расположение отверстий под болты (шпильки) отно-

Рис. 4.13.
а - с приваренными патрубками; 6 - соединение в сборе; в - фланец на резьбе; г - то же на отбортовке; д - то же на приварном кольце;
- 1 - сварной шов; 2 - шейка; 3 - труба; 4 - прокладка; 5 - болт с гайкой;
- 6 - резьба; 7 - отбортовка; 8 - приварное кольцо
сительно вертикальной оси. Смещение отверстий двух сопряженных фланцев не должно превышать половины разности номинальных диаметров отверстия и устанавливаемого болта (шпильки). Нельзя устранять перекос фланцев дополнительным натяжением болтов и устанавливать клиновые прокладки. Перекос фланцев на стальной трубе /) у 50 мм устраняют путем подгибки в холодном состоянии, а при /) у 65 мм и выше - путем местного нагрева трубы.
Гайки во фланцевых соединениях должны быть расположены с одной стороны, а выход концов болтов или шпилек из гаек должен быть одинаковым (не менее чем на полтора и не более чем на три шага резьбы). При вертикальном расположении трубопровода головки болтов располагаются сверху.
Отверстия под болты должны быть сверлеными, с ровными краями. Резьбу болтов до установки смазывают графитом на минеральном масле. Затягивать болты (шпильки) следует равномерно при поочередном постепенном завертывании гаек (крест-накрест). При параллельной прокладке трубопроводов фланцы располагают вразбежку.
Недостатки фланцевых соединений: больший расход металла, высокая стоимость изготовления, а также меньшая по сравнению со сварными соединениями надежность в эксплуатации.
Бугельные соединения трубопроводов применяют для временной прокладки. Эти соединения позволяют относительно быстро осуществлять как монтаж, так и демонтаж (рис. 4.14).

Рис. 4.14. Бугельные соединения трубопроводов: а - с эксцентриковым зажимом труб с выступом; 6-е болтовым зажимом труб с канавкой; 1 - хомут; 2 - резиновое уплотнение; 3 - эксцентриковый зажим;
4 - болт с гайкой
Герметичность фланцевого и бугельного соединения достигается с помощью прокладок из упругого материала. Материал прокладок должен обладать достаточной прочностью для восприятия внутреннего давления и температурных удлинений трубопроводов, химической стойкостью в агрессивных средах, термостойкостью.
Прокладки в зависимости от материала бывают неметаллическими и металлическими. Они изготавливаются из технической резины, прокладочного и асбестового картона, фторопласта, алюминия, меди, свинца.
Техническую резину ТМКЩ (тепло-, морозо-, кислото-, щелочестойкую) применяют для рабочих температур от -60 до +90 °С, резину ПМБ (маслобензостойкую) - для рабочих температур от -40 до +80 °С при рабочем давлении до 1 МПа.
Паронит ПОН (общего назначения) применяют для изготовления прокладок фланцевых соединений, работающих при давлении до 6,4 М Па и температуре до 450 °С.
Прокладочный (пропитанный) картон марки А используют при рабочем давлении до 2,5 МПа и температуре до 40 °С.
Асбестовый картон применяют в качестве прокладок при рабочем давлении до 0,15 МПа и температуре от -15 до +45 °С.
Фторопластовые прокладки используют во фланцевых соединениях трубопроводов, по которым транспортируются агрессивные жидкости при рабочем давлении до 2,5 МПа и температуре от -269 до +250 °С.
Алюминиевые плоские прокладки предназначены для рабочих давлений до 4 МПа и температур от -196 до 250 °С, а медные - для рабочих давлений до 20 МПа и температуре от-129 до +250 °С.
Чугунные трубы и фасонные трубы соединяются на раструбах или на фланцах. На рис. 4.15 показаны некоторые фасонные части к чугунным трубопроводам.
Раструбные соединения чугунных трубопроводов выполняют двух видов заделки: жесткими и эластичными.
Жесткая заделка раструбного соединения (рис. 4.16) основана на использовании в качестве уплотнения раструба цемента, асбоцементной смеси, серы, свинца. Эти твердеющие материалы придают стыку прочность, а герметичность обеспечивается законопачиванием смоляной пеньковой пряди. Чтобы конец смоляной пряди, скрученный в жгут, не попал в трубу при наматывании первого витка, его прижимают, захлестывая сверху очередным витком. Просмоленный жгут вгоняют в зазор трубы и раструба конопаткой и уплотняют, заполняя 2 /з глубины раструба. После уплотнения просмоленного жгута в стык закладывают один виток просмоленного жгута и зазор заполняют слегка увлажненным цементом или асбестоцементной смесью.
Асбестоцементная смесь приготовляется за 30-40 минут до использования путем смешения асбестового волокна не ниже 4-го сорта (30% по массе) и портландцемента марки не ниже 400 (70%), добавляя воду в количестве 10-12% от массы смеси.
В летнее время для обеспечения качественного твердения цемента раструб сверху закрывают мокрой тряпкой, которую периодически

Рис. 4.15. Некоторые фасонные части к чугунным трубопроводам: а - канализационным; б - напорным водопроводным;
- 1 - муфта; 2 - переходной патрубок ПП; 3 - колено; 4 - отвод 110 градусов;
- 5 - отступ: 6 - тройник прямой; 7 - то же косой; 8 - крестовина косая;
- 9 - ревизия; 10 - патрубок раструб - фланец; 11 - колено раструбное;
- 12 - то же фланцевое; 13 - то же раструб - гладкий конец; 14 - тройник фланцевый;
- 15 - то же раструб; 16 - крестовина раструб - фланец
смачивают, а в зимнее время для увлажнения цемента (или смеси) используют горячую воду, раструб подогревают, стыки после заче-канки утепляют.

Жесткое соединение чугунной трубы:
1 - труба; 2 - цемент; 3 - смоляной канат; 4 - раструб
Соединения чугунных раструбных труб с заделкой раструбов цементом и асбестоцементной смесью требуют значительного периода времени для твердения цемента. При появлении течи соединение необходимо полностью переделать.
Чугунные канализационные трубы в последнее время собирают по более современной технологии образования жесткого стыка с применением расширяющегося цемента. Этот цемент водонепроницаем и обладает способностью расширяться при твердении и самоуплотняться. Применение расширяющегося цемента для заделки раструбов значительно ускоряет процесс сборки чугунных канализационных труб, так как отпадает необходимость конопатки раструбов смоляной прядью и чеканки стыка. На рис. 4.17 показана последовательность операций заделки раструба жесткого стыка расширяющимся цементом.
На конце трубы наматывают два витка белой пряди (рис. 4.17, а) толщиной 5 мм и длиной 440 мм для труб диаметром 50 мм и длиной 760 мм для труб диаметром 100 мм. Деталь с намотанной прядью


Рис. 4.17.
Приемы заделки стыков чугунных канализационных труб расширяющимся цементом: а - намотка пряди; б - осадка пряди; в - установка раепорных клиньев
и центрирование трубы; г - заделка расширяющимся цементом
вставляют в раструб другой детали, укрепленной в приспособлении Козлова, раструбом вверх, а прядь тонкой конопаткой осаживают вниз (рис. 4.17, б). Затем трубу, вставленную в раструб нижней детали, центрируют тремя металлическими клиньями так, чтобы ширина кольцевого зазора между трубой и раструбом была везде одинакова, и вгоняют клинья легкими ударами молотка (рис. 4.17, в).
Для заделки подготовленных стыков в сосуд для приготовления раствора вначале замачивают цемент из расчета 100 г на раструб 50 мм и 200 г на раструб 100 мм и наливают воду (до 70% от объема расширяющегося цемента). После тщательного перемешивания раструб заливают раствором за один прием таким образом, чтобы в зазоре раструба не образовывались пустоты и раковины, для чего раствор штыкуют. Примерно через 40 мин раствор твердеет. Для более качественного формирования цементного камня в стыке раструб накрывают мокрыми тряпками или опускают в ванну с водой на 10- 12 ч.
По окончании твердения расширяющегося цемента стык освобождают от инвентарных клиньев и отверстия от них заделывают раствором цемента. Собранные на расширяющимся цементе узлы канализационной сети можно отправлять на объекты монтажа не ранее чем через 16 ч после заделки стыков.
Эластичная заделка раструбного соединения основана на использовании эластичных материалов резиновых колец, манжет и пр., обеспечивающих некоторую гибкость соединения и высокую герметичность стыка при небольших затратах труда (рис. 4.18).


Рис. 4.18. Соединения чугунных напорных труб: а - раструбное эластичное; б - фланцевое на болтах:
- 1 - труба; 2 - раструб; 3 - резиновая манжета; 4- фланцы;
- 5 - болт; 6 - прокладка
Наличие большого количества фасонных частей на внутридомовых трубопроводах канализационных систем делает целесообразным производить зачеканку многочисленных стыков производить в централизованных заготовительных мастерских, комплектуя укрупненные узлы. На рис. 4.18. показаны эластичный раструбный стык и соединение на фланцах чугунных напорных труб.
Соединение чугунных раструбных труб
Общие сведения. Чугунные трубы применяют для наружной сети водопровода, внутренней сети канализации и водостоков. Первые называются водопроводными, вторые – канализационными трубами.
Водопроводные и канализационные трубы и фасонные части к ним отливают из серого чугуна. Снаружи и внутри трубы для предохранения от коррозии покрывают слоем нефтяного битума БНИ-1У. В результате покрытия внутренняя поверхность труб становится более гладкой, что уменьшает трение воды о их стенки.
Качество чугунных труб проверяют, осматривая и легко обстукивая молотком для обнаружения трещин. Поверхность труб снаружи и внутри должна быть чистой и гладкой, без плен, швов, раковин, пузырей, свищей, шлаковых включений, трещин и других дефектов, влияющих на прочность. Металл трубы в изломе должен быть однородным, мелкозернистым, плотным и легко поддаваться обработке режущим инструментом.
Чугунные водопроводные трубы диаметром от 50 до 1200 мм, толщиной от 6,7 до 31 мм и длиной от 2 до 7 м соединяют на раструбах (рис. 19). Чугунные канализационные трубы изготовляют с раструбами длиной от 60 до 75 мм в зависимости от диаметра труб. Ширина зазора между внутренней поверхностью раструба и наружной поверхностью вставленного в раструб конца другой трубы равна 6 мм для труб диаметром 50 и 100 мм и 7 мм для труб диаметром 150 мм.
Рис. 19. Чугунная канализационная труба с раструбом
Сборка чугунных труб с заделкой раструбов цементом. Чугунные канализационные трубы и фасонные части соединяют, заделывая зазор между внутренней поверхностью раструба и наружной поверхностью вставленного в раструб конца трубы или фасонной части (рис. 20).
Концы соединяемых деталей тщательно очищают от грязи, и трубу вставляют в раструб другой трубы. Затем на выступающую из раструба трубу навертывают кольцами жгут из смоленой пряди и конопаткой плотно вгоняют его в зазор раструба. Чтобы конец жгута при этом не попал в трубу и не засорил трубопровод, при навертывании первого кольца конец жгута захлестывают сверх кольца. Смоленую прядь законопачивают на 2/3 глубины раструба.

Рис. 20. Заделка раструба цементом
После уплотнения смоленой пряди приготовляют цементный раствор, а затем оставленное место в раструбе заполняют с помощью совка раствором 1 и плотно зачеканивают чеканкой и молотком до тех пор, пока чеканка не начнет отскакивать от цемента. Для заделки раструба применяют цемент марки 300 или 400, который тщательно перемешивают с водой в пропорции девять частей цемента на одну часть воды (по массе). Чтобы цементный раствор хорошо схватился, по окончании зачеканивания его следует накрыть мокрой тряпкой. В жаркую погоду тряпку время от времени смачивают водой. В зимнее время цементный раствор приготовляют на горячей воде, а раструбы подогревают. Стыки после заделки утепляют.
Вместо цемента для заделки раструба можно использовать асбестоцемент. Асбестоцементную смесь для заделки стыков приготовляют механическим перемешиванием цемента марки не ниже 400 и асбестового волокна (не ниже 4-го сорта) в соотношении 2:1. Непосредственно перед заделкой каждого стыка сухую асбестоцементную смесь увлажняют, добавляя 10–12 % воды от массы смеси. Асбестоцементной смесью стык заделывают примерно на 1/3 высоты раструба.
Сборка чугунных труб с заделкой раструбов расширяющимся цементом. Заделка раструбов чугунных труб смоленой прядью и цементом требует большой затраты труда, значительного расхода пряди и длительного времени для схватывания цемента. Кроме того, герметичность соединений зависит от качества уплотнения раструба.
Более совершенной и простой является сборка чугунных канализационных труб с заливкой раструбов расширяющимся цементом (рис. 21). Этот цемент водонепроницаем и обладает способностью расширяться при твердении и самоуплотняться. Применение расширяющегося цемента для заделки раструбов значительно ускоряет процесс сборки чугунных канализационных труб, так как отпадает необходимость конопатки раструбов смоленой прядью и чеканки стыка.

Рис. 21. Приемы заделки стыков чугунных канализационных труб расширяющимся цементом: а – намотка прядей, б – осадка прядей, в – установка и центрирование трубы, г – заделка цементом
Сначала подбирают и подгоняют необходимые трубы и фасонные части. После этого жесткой кистью очищают места стыков от пыли и грязи и промывают водой.
На конец трубы, который заводят в раструб другой трубы или фасонной части, наматывают два винта белой пряди толщиной 5 мм и длиной 440 мм для труб диаметром 50 мм и длиной 760 мм для труб диаметром 100 мм. Деталь с намотанной прядью вставляют в раструб другой детали, а прядь тонкой конопаткой осаживают вниз.
Затем трубу, вставленную в раструб нижней детали, центрируют тремя металлическими клиньями
так, чтобы ширина кольцевого зазора между трубой и раструбом была везде одинакова, и вгоняют клинья легкими ударами молотка.
Для заделки подготовленных стыков в сосуд для приготовления раствора вначале засыпают цемент. Для трубы диаметром 50 мм на один стык расходуют 100 г цемента, для трубы диаметром 100 мм – 200 г. Затем в сосуд с цементом наливают воду (до 70 % от объема цемента). Раствор непрерывно перемешивают, чтобы не было комков и сухих частиц. Кольцевой зазор стыка заделывают цементом за одни раз.
Из книги Кухня автораСоединение стальных труб Наиболее часто для сооружения различных трубопроводов используют стальные трубы. Соединение отдельных отрезков стальных труб можно производить на резьбе с помощью фитингов, на фланцах или сваркой.Наиболее приемлемый для домашних условий
Из книги Ванная и санузел автора Сухинина Наталья МихайловнаСоединение чугунных раструбных труб Чугунные трубы применяются не только для прокладки системы канализации, но и для сооружения наружной сети водопровода. Трубы отливают из серого чугуна. Металл труб на изломе должен быть однородно-мелкозернистым, плотным и легко
Из книги Домашний слесарь автора Звонарев Николай МихайловичСоединение пластмассовых труб При сооружении канализационных трубопроводов очень часто используют трубы из пластмассы: полиэтилена (ЛИП), полипропилена (ПП) или непластифицированного поливинилхлорида (ПВХ).При отборе пластмассовых труб (и фасонных частей к ним) для
Из книги Отопление и водоснабжение загородного дома автора Смирнова Людмила НиколаевнаСоединение керамических труб В некоторых случаях для сооружения наружных сетей канализации и водопровода используются керамические раструбные трубы (а также бетонные и асбестоцементные, правда, значительно реже). Раструбные соединения таких труб следует производить
Из книги Оригинальные изделия из кожи своими руками [Секреты изготовления] автора Клюшина Александра С.Соединение труб По завершении нарезки резьбы, изгибания труб и раскладывания их в необходимом порядке по пути трубопровода, подготовки в достаточном количестве переходных элементов (сгонов, муфт, уголков, тройников и крестовин), закрепления при необходимости в стенах
Из книги Практичная мебель для летней дачи автора Серикова Галина АлексеевнаСоединение стальных труб Сеть трубопроводов, по которой под определенным давлением перемещаются вода, пар или газ, состоит из отдельных соединенных между собой участков стальных труб. Трубопровод на всем протяжении, в том числе в местах соединений, должен быть прочным,
Из книги Домашний мастер автора Онищенко ВладимирСоединение неметаллических труб Общие сведения о пластмассовых трубах. В системах внутренней канализации и водостоков различного назначения применяют трубы и фасонные части, изготовленные из полиэтилена плотности ПЕЛ и низкой плотности (ПИП), полипропилена (ПП) и
Из книги Обувь для дома своими руками автора Захаренко Ольга ВикторовнаМонтаж отечественных чугунных радиаторов Поскольку отечественные чугунные радиаторы значительно отличаются от импортных, они требуют обязательной протяжки межсекционных соединений и дополнительной покраски перед установкой. С этого и начинается установка чугунного
Из книги Новейшая энциклопедия правильного ремонта автора Нестерова Дарья Владимировна Из книги Плетение из газет автора Егорова Ирина ВладимировнаСоединение деталей Об основных способах соединения деревянных деталей было рассказано в разделе «Древесина», поэтому ниже будут рассмотрены лишь некоторые из них.Наиболее часто при скреплении деталей плетеной мебели применяется соединение на косой срез (рис. 77). Место
Из книги Кресла, стулья, столы, этажерки и другая плетеная мебель автора Подольский Юрий ФедоровичСоединение деталей Одной из наиболее ответственных, сложных и трудоемких операций при изготовлении различных изделий является соединение деталей. Обработав заготовки из древесины, вы получите готовые детали, из которых по своему замыслу будете затем изготавливать
Из книги автораТапочки «Телефонное соединение» Если вы всегда знаете, где находится ваш левый тапочек и понятия не имеете, куда подевался правый, модель «Телефонное соединение» как раз для вас. Тапочки «Телефонное соединение»Вам потребуется:– плотная хлопчатобумажная
Из книги автораРемонт чугунных труб Начиная разговор о чугунных трубопроводах, прежде всего следует остановиться на раструбных соединениях. При ремонте раструбов чугунных канализационных труб применяется асбестоцементная смесь, цемент или сера. Рассмотрим по порядку каждый из
Из книги автораСоединение рабочих трубочек Как уже говорилось, удобнее плести из газетных трубочек, у которых концы разной толщины. Поэтому во время скручивания не стоит выравнивать заготовку, наоборот, нужно расширять или суживать конец трубочки. Кстати, свойство трубочек
Из книги автораСоединение на косой срез («на ус») Его используют для скрепления замкнутых деталей кольцевых, трапециевидных, овальных и других форм (кольца и обручи, рамки и ручки корзин и сундуков).Концы прутьев, которые надо соединить, срезают с одной стороны на косой срез. Длина среза
Из книги автораКомбинированное соединение Оно включает соединение впритык и обхват хомутиком из ивовой пластины. Сначала выполняют соединение впритык на гвоздях, а потом обхват заготовленной пластиной. Концы пластины крепят гвоздями и обвивают ивовой
Сеть трубопроводов, по которой под определенным давлением перемещаются вода, пар или газ, состоит из отдельных соединенных между собой участков стальных труб. Трубопровод на всем протяжении, в том числе в местах соединений, должен быть прочным, плотным и сохранять свою непроницаемость при удлинении или укорачивании от температурных изменений. Стальные трубы соединяют на резьбе, фланцах и сварке.
Соединение стальных труб на резьбе. Соединительные части изготовляют с цилиндрической резьбой. Для соединения стальных труб на резьбе используют соединительные части (фитинги) из ковкого чугуна и стали. Соединительные части из ковкого чугуна применяют для трубопроводов, по которым проходит вода или пар с температурой не выше 175 °C и давлением до 1,6 МПа при диаметрах условного прохода не более 10 мм и до 1 МПа при диаметрах от 50 до 100 мм. Соединительные части из стали используют для трубопроводов всех диаметров при давлении до 1,6 МПа. Фитинги из ковкого чугуна на концах имеют утолщения-буртики, необходимые для большей прочности. У фитингов из стали на концах нет буртиков.
Фитингами из ковкого чугуна с цилиндрической резьбой для соединения труб по прямой и для заглушки концов являются муфты прямые и переходные, соединительные гайки, футорки, контргайки, пробки.
Для соединения труб под углом и устройства ответвлений применяют следующие фитинги из ковкого чугуна: угольники прямые и переходные, тройники прямые и переходные.
Торцы фитингов должны быть ровными и перпендикулярными к оси соединительной части. Внутренняя и наружная резьбы должны быть чистыми, без заусенцев и срывов резьбы, нарезанными точно по осевым линиям фитингов. Допускаются участки с сорванной резьбой, если их длина в сумме не превышает 10 % длины резьбы.
При резьбовых соединениях, чтобы обеспечить непроницаемость стыка, применяют уплотнительный материал – лен, асбест, натуральную олифу, белила, суриковую и графитную замазку. При цилиндрических резьбовых соединениях труб, по которым транспортируется холодная и горячая вода (температурой до 100 °C), уплотнительным материалом служит льняная прядь, пропитанная суриком или белилами, замешанными на натуральной олифе.
Для трубопроводов с теплоносителем температурой более 100 °C в качестве уплотнительного материала применяют асбестовый шнур вместе с льняной прядью, который пропитывают графитом, замешанным на натуральной олифе. Резьбу вначале промазывают суриком или белилами. На короткую резьбу льняную прядь наматывают со второй нитки от торца трубы по ходу резьбы тонким ровным слоем «врасстилку», без обрыва. Прядь, которая должна быть сухой, необходимо предварительно тщательно рассучить, чтобы волокна хорошо отделялись. Намотанную прядь сверху по ходу резьбы промазывают разведенным суриком. Прядь не должна свисать с конца трубы или входить внутрь трубы, так как это может вызвать засорение трубопровода. Асбестовый шнур со льном наматывают от сбега к началу резьбы, что позволяет более плотно уложить его на резьбе и не сбить при навинчивании фасонной части.
Вместо льна, сурика и олифы для уплотнения резьбовых соединений применяют уплотнительную ленту на основе фторопластов – ленту ФУМ. Эта лента состоит из фторлона 4Д (80–84 %) и вазелинового масла для смазки (16–20 %). Фторлон 4Д стоек ко всем минеральным кислотам, щелочам и другим коррозионным средам. Для уплотнения резьбовых соединений используют ленту шириной 10–15 мм и толщиной 0,08-0,12 мм. Поверхность ленты должна быть ровной, без разрывов и вздутий. По внешнему виду лента белого цвета; допускается наличие небольших оттенков и пятен. Ленту ФУМ применяют при монтаже систем водоснабжения, отопления и газопроводов, а также при монтаже технологических трубопроводов, транспортирующих среду температурой от -50 до 200 °C.
Рис. 17. Уплотнение резьбовых соединений с использованием ленты ФУМ
При использовании ленты ФУМ резьбу предварительно очищают от загрязнения, протирая ее ветошью; затем на резьбу наматывают ленту по направлению резьбы, как показано на рис. 17, после чего навертывают фитинг или арматуру. На трубы диаметром 15–20 мм ленту наматывают в три слоя, а на трубы диаметром 25–32 мм – в четыре слоя. На разъемных соединениях (сгонах) между муфтой и контргайкой наматывают жгут из трех слоев той же ленты. Если резьбовое соединение не обеспечивает герметичности и появляется необходимость замены уплотняющего материала, резьбу нужно хорошо очистить от ленты и заново произвести соединение.
Сваривать трубу следует до уплотнения резьбового соединения лентой ФУМ. Если необходимо выполнить сварной стык после уплотнения резьбового соединения, последнее должно быть расположено не ближе чем на 400 мм от места сварки.
Соединительные части нужно навертывать на трубы до отказа, т. е. так, чтобы они заклинились на последних двух конусных нитках (сбеге) резьбы, чем обеспечивается герметичное соединение.
Кроме короткой резьбы трубы соединяют и на длинной резьбе, применяя сгоны. Стандартные сгоны длиной 110 мм изготовляют для труб диаметром 15 и 20 мм, 130 мм – для труб диаметром 25 и 32 мм и 150 мм – для труб диаметром 35–50 мм. Сгон длиной 300 мм устанавливают на стояках отопления. Компенсирующий сгон длиной 130 мм изготовляют для труб диаметром 15 и 20 мм, сгон длиной 140 мм – для труб диаметром 25 и 32 мм.
Соединяют сгон следующим образом. На длинную резьбу насухо навертывают контргайку и муфту. Свинчивая муфту с длинной резьбы, ее навинчивают до конца короткой резьбы, применяя уплотнительный материал. Затем наматывают у торца муфты по ходу резьбы свитый в жгутик уплотнительный материал, и контргайку плотно подгоняют к муфте.
Жгутик помещается в фаске муфты и препятствует просачиванию воды или пара по резьбе. Если в муфте отсутствует фаска, жгутик уплотнительного материала выдавливается контргайкой и соединение не будет достаточно плотным. Места соединения труб очищают от выступающего уплотнительного материала ножовочным полотном.
Трубы соединяют также с помощью гаек. Для этого на обоих концах соединяемых труб нарезают короткие резьбы и навинчивают на уплотнительный материал штуцера соединительных гаек. Затем, поставив между соприкасающимися плоскостями штуцеров прокладку из тряпочного картона, проваренную в олифе, или паронитовую прокладку, штуцера стягивают накидной гайкой.
При соединении труб с муфтовой арматурой трубы нарезают с уменьшенной короткой резьбой, соответствующей длине резьбы на арматуре.
Водогазопроводные трубы на резьбе соединяют с помощью трубных ключей разных конструкций – рычажных, раздвижных и накидных (рис. 18).
Трубный рычажный ключ состоит из неподвижного рычага, соединенного с подвижным рычагом обоймой. Степень раскрытия губок регулируют гайкой. Ключи изготовляют пяти размеров: 1 для труб диаметром от 15 до 25 мм, 2 – диаметром от 15 до 38 мм, 3 – от 15 до 50 мм, 4 – от 20 до 75 мм и 5 – от 25 до 100 мм.

Рис. 18. Трубные ключи: а – рычажный, б – раздвижной, в – накидной; 1 – неподвижный рычаг; 2 – подвижный рычаг; 3 – гайка; 4 – обойма; 5 – подвижная губка; 6 – пружина; 7 – накидная губка
Раздвижной ключ состоит из рычага, подвижной губки, соединенной с рычагом обоймой. Ключ регулируют по диаметру трубы гайкой. Пружина служит для отжатая вверх подвижной губки.
Трубный накидной ключ состоит из рычага, головки с гайкой, с помощью которой он соединен с рычагом. Такие ключи применяют для свинчивания труб диаметром от 15 до 75 мм.
Трубные ключи требуют тщательного ухода, систематической очистки, смазывания винтов и шарнирных соединений машинным маслом. Не разрешается работать неисправными ключами, в том числе ключами со сработанными губками. Такие ключи при работе соскакивают с труб и могут причинить ушибы и ранения.
Не следует работать ключами, номера которых не соответствуют диаметру свинчиваемых труб, так как при этом ключи быстро становятся непригодными.
Запрещается надевать обрезки труб на рычаги ключей для увеличения силы, прилагаемой к ключам, так как от этого рычаги гнутся и ключи становятся непригодными для работы.
При свинчивании труб для получения надежного заклинивания фасонной части или арматуры на сбеге резьбы не разрешается подавать назад навинченную фасонную часть, чтобы избежать нарушения плотности соединения. Если фасонная часть или арматура не заняла требуемого положения и ее нельзя повернуть по ходу резьбы, то положение можно исправить, разъединив сгоны по обеим сторонам фасонной части или арматуры и придав им требуемое положение; затем сгоны вновь надо соединить. Если это не представляется возможным, нужно разобрать соединение и вновь его собрать, применив новые уплотнительные материалы. Трубы свинчивают в прижимах или на месте монтажа.
Соединение труб на фланцах. Безрезьбовые стальные трубы можно соединять на приваренных к ним фланцах с помощью болтов, которые вставляют в отверстия фланцев. При навинчивании гаек на болты фланцы не должны давать перекоса, поэтому гайки рекомендуется навинчивать не в порядке расположения болтов по окружности, а одну против другой.
Уплотнительным материалом между фланцами служат прокладки. Для трубопровода, предназначенного для холодной или горячей воды (до 100 °C), прокладки изготовляют из тряпичного картона толщиной 3 мм. Вырезанные картонные прокладки смачивают водой и высушивают, чтобы лучше впитывалась олифа, а затем пропитывают горячей олифой в течение 20–30 мин.
Для трубопровода, предназначенного для теплоносителя температурой до 450 °C и давлением до 5 МПа, прокладки изготовляют из паронита. В паропроводах давлением пара до 0,15 МПа для прокладок применяют асбестовый картон толщиной 3–6 мм. Асбестовый картон должен быть плотным и гибким; при сгибании картона под углом 90 ° вокруг цилиндра диаметром 100 мм он не должен ломаться. Асбестовые прокладки смазывают составом из графита, замешанного на натуральной олифе.
Между фланцами располагают одну прокладку. Чтобы прокладка не упиралась наружной кромкой в болты, а внутренней не закрывала отверстия трубы, наружный диаметр ее не должен доходить до болтов, а внутренний – до края трубы на 2–3 мм.
Фланцы соединяют болтами таким образом, чтобы головки всех болтов помещались на одной стороне соединения.
Концы болтов не должны выступать из гаек больше чем на 0,5 диаметра болта. Болты свинчивают простым или разводным гаечным ключом.
Разбирают фланцевые соединения следующим образом. Сначала гаечными или трубными ключами последовательно развинчивают гайки и вынимают болты. Если болты заржавели и свободно не вынимаются, их выколачивают ударами молотка по деревянной подкладке, поставленной на конец болта, чтобы не повредить резьбу. Негодную прокладку срубают зубилом. При разборке фланцев необходимо соблюдать меры предосторожности, чтобы освобожденная деталь не упала на ноги работающего.
Соединение чугунных раструбных труб
Общие сведения. Чугунные трубы применяют для наружной сети водопровода, внутренней сети канализации и водостоков. Первые называются водопроводными, вторые – канализационными трубами.
Водопроводные и канализационные трубы и фасонные части к ним отливают из серого чугуна. Снаружи и внутри трубы для предохранения от коррозии покрывают слоем нефтяного битума БНИ-1У. В результате покрытия внутренняя поверхность труб становится более гладкой, что уменьшает трение воды о их стенки.
Качество чугунных труб проверяют, осматривая и легко обстукивая молотком для обнаружения трещин. Поверхность труб снаружи и внутри должна быть чистой и гладкой, без плен, швов, раковин, пузырей, свищей, шлаковых включений, трещин и других дефектов, влияющих на прочность. Металл трубы в изломе должен быть однородным, мелкозернистым, плотным и легко поддаваться обработке режущим инструментом.
Чугунные водопроводные трубы диаметром от 50 до 1200 мм, толщиной от 6,7 до 31 мм и длиной от 2 до 7 м соединяют на раструбах (рис. 19). Чугунные канализационные трубы изготовляют с раструбами длиной от 60 до 75 мм в зависимости от диаметра труб. Ширина зазора между внутренней поверхностью раструба и наружной поверхностью вставленного в раструб конца другой трубы равна 6 мм для труб диаметром 50 и 100 мм и 7 мм для труб диаметром 150 мм.

Рис. 19. Чугунная канализационная труба с раструбом
Сборка чугунных труб с заделкой раструбов цементом. Чугунные канализационные трубы и фасонные части соединяют, заделывая зазор между внутренней поверхностью раструба и наружной поверхностью вставленного в раструб конца трубы или фасонной части (рис. 20).
Концы соединяемых деталей тщательно очищают от грязи, и трубу вставляют в раструб другой трубы. Затем на выступающую из раструба трубу навертывают кольцами жгут из смоленой пряди и конопаткой плотно вгоняют его в зазор раструба. Чтобы конец жгута при этом не попал в трубу и не засорил трубопровод, при навертывании первого кольца конец жгута захлестывают сверх кольца. Смоленую прядь законопачивают на 2/3 глубины раструба.

Рис. 20. Заделка раструба цементом
После уплотнения смоленой пряди приготовляют цементный раствор, а затем оставленное место в раструбе заполняют с помощью совка раствором 1 и плотно зачеканивают чеканкой и молотком до тех пор, пока чеканка не начнет отскакивать от цемента. Для заделки раструба применяют цемент марки 300 или 400, который тщательно перемешивают с водой в пропорции девять частей цемента на одну часть воды (по массе). Чтобы цементный раствор хорошо схватился, по окончании зачеканивания его следует накрыть мокрой тряпкой. В жаркую погоду тряпку время от времени смачивают водой. В зимнее время цементный раствор приготовляют на горячей воде, а раструбы подогревают. Стыки после заделки утепляют.
Вместо цемента для заделки раструба можно использовать асбестоцемент. Асбестоцементную смесь для заделки стыков приготовляют механическим перемешиванием цемента марки не ниже 400 и асбестового волокна (не ниже 4-го сорта) в соотношении 2:1. Непосредственно перед заделкой каждого стыка сухую асбестоцементную смесь увлажняют, добавляя 10–12 % воды от массы смеси. Асбестоцементной смесью стык заделывают примерно на 1/3 высоты раструба.
Сборка чугунных труб с заделкой раструбов расширяющимся цементом. Заделка раструбов чугунных труб смоленой прядью и цементом требует большой затраты труда, значительного расхода пряди и длительного времени для схватывания цемента. Кроме того, герметичность соединений зависит от качества уплотнения раструба.
Более совершенной и простой является сборка чугунных канализационных труб с заливкой раструбов расширяющимся цементом (рис. 21). Этот цемент водонепроницаем и обладает способностью расширяться при твердении и самоуплотняться. Применение расширяющегося цемента для заделки раструбов значительно ускоряет процесс сборки чугунных канализационных труб, так как отпадает необходимость конопатки раструбов смоленой прядью и чеканки стыка.

Рис. 21. Приемы заделки стыков чугунных канализационных труб расширяющимся цементом: а – намотка прядей, б – осадка прядей, в – установка и центрирование трубы, г – заделка цементом
Сначала подбирают и подгоняют необходимые трубы и фасонные части. После этого жесткой кистью очищают места стыков от пыли и грязи и промывают водой.
На конец трубы, который заводят в раструб другой трубы или фасонной части, наматывают два винта белой пряди толщиной 5 мм и длиной 440 мм для труб диаметром 50 мм и длиной 760 мм для труб диаметром 100 мм. Деталь с намотанной прядью вставляют в раструб другой детали, а прядь тонкой конопаткой осаживают вниз.
Затем трубу, вставленную в раструб нижней детали, центрируют тремя металлическими клиньями
так, чтобы ширина кольцевого зазора между трубой и раструбом была везде одинакова, и вгоняют клинья легкими ударами молотка.
Для заделки подготовленных стыков в сосуд для приготовления раствора вначале засыпают цемент. Для трубы диаметром 50 мм на один стык расходуют 100 г цемента, для трубы диаметром 100 мм – 200 г. Затем в сосуд с цементом наливают воду (до 70 % от объема цемента). Раствор непрерывно перемешивают, чтобы не было комков и сухих частиц. Кольцевой зазор стыка заделывают цементом за одни раз.
Соединение неметаллических труб
Общие сведения о пластмассовых трубах. В системах внутренней канализации и водостоков различного назначения применяют трубы и фасонные части, изготовленные из полиэтилена плотности ПЕЛ и низкой плотности (ПИП), полипропилена (ПП) и непластифицировааного поливинилхлорида (ПВХ).
Пластмассовые трубы и фасонные части имеют высокую коррозионную стойкость и низкую теплопроводность, что значительно снижает образование конденсата на поверхности труб. Внутренняя поверхность у них гладкая, благодаря чему пропускная способность пластмассовых труб больше, чем у чугунных труб таких же диаметров. Они являются хорошими диэлектриками, что исключает появление блуждающих токов в системах из таких труб.
Пластмассовые трубы хорошо поддаются механической обработке (резанию, сверлению, формовке), легко соединяются в раструб с резиновым уплотнительным кольцом, а также хорошо свариваются.
Наряду с перечисленными преимуществами пластмассовые трубы обладают следующими недостатками: большой чувствительностью к механическим повреждениям; значительным тепловым удлинением – например, коэффициент линейного расширения твердого ПВХ в семь, а полиэтилена в 10–15 раз больше, чем у стали; хрупкостью при низких температурах (трубы из ПВХ), поэтому монтаж систем из этих труб следует производить при температуре наружного воздуха не ниже -15 °C.
Канализационные пластмассовые трубы и фасонные части к ним выпускают с условными проходами 40, 50, 85 и 100 мм и длиной 3, 6, 8,10 и 12 м. Поверхность труб и фасонных частей должна быть ровной и гладкой, не допускаются трещины, пузыри, раковины, вздутия и посторонние включения, видимые без применения увеличительных приборов. Высота выступов после удаления литников равна не более 1 мм. Концы труб должны быть обрезаны перпендикулярно оси труб и очищены от заусенцев.
При монтаже пластмассовых труб используют раструбные, сварные и клеевые соединения. Чтобы раструбные соединения были герметичными, применяют резиновые уплотнительные кольца, поверхность которых должна быть ровной, гладкой, без раковин и заусенцев.
Соединение пластмассовых труб. Основной способ соединения пластмассовых труб и фасонных частей для систем внутренней канализации – раструбное соединение с резиновым уплотнительным кольцом. Герметичность раструба достигается за счет сжатия резинового кольца между стенками раструба и гладким концом трубы.
Раструбное соединение пластмассовых труб с резиновым уплотнительным кольцом собирают в такой последовательности. Очищают от грязи наружную поверхность трубы, внутреннюю поверхность раструба и желобок, а также резиновое кольцо. Затем вкладывают резиновое кольцо в желобок раструба, после чего гладкий конец трубы с фаской смазывают глицерином или мыльным раствором и легким вращением вводят его в раструб до метки. Когда раструбное соединение будет закончено, проверяют наличие кольца в желобке, поворачивая одну из соединяемых деталей вокруг другой. Если кольцо находится в желобке, то деталь легко поворачивается.
Присоединение выпуска керамического унитаза к канализационному трубопроводу из полиэтиленовых труб показано на рис. 22. В этом случае герметичность стыка достигается уплотнением резиновыми кольцами с последующей заделкой цементным раствором на глубину 1/3 раструба.

Рис. 22. Раструбное соединение с резиновым кольцом: 1 – метка; 2 – резиновое кольцо
Пластмассовые сифоны присоединяют к системе канализации с помощью резиновой переходной детали, вставляемой в раструб трубы из ПВХ (рис. 23).
Канализационные стояки из пластмассовых труб 3 соединяют с чугунными трубами с помощью полиэтиленового переходного патрубка, на конце которого имеется раструб с желобком, обеспечивающий плотное соединение с пластмассовой трубой (рис. 24).
Соединение на клею. Для склеивания поливинилхлоридных труб применяют раструбное соединение. Процесс склеивания состоит из подготовки концов труб, приготовления клея и склеивания.
При подготовке концов труб склеиваемым поверхностям придают шероховатость, для чего наружный конец трубы и внутреннюю поверхность раструба обрабатывают шлифовальной шкуркой.

Рис. 23. Присоединение полиэтиленового бутылочного сифона к канализационному водопроводу:
1 – полиэтиленовый бутылочный сифон;
2 – канализационный водопровод; 3 – угольник;
4 – резиновая переходная деталь;
5 – отводная труба
Обработанные концы тщательно обезжиривают метиленхлоридом.
Для склеивания труб из ПВХ рекомендуются два состава клея. Первый состав содержит перхлорвиниловую смолу 14–16 ч. и метиленхлорид 86–84 вес. ч. Второй состав содержит перхлорвиниловую смолу 14–16 ч., метиленхлорид 76–72 ч., циклогексанон 10–12 ч. Второй состав клея используют при склеивании труб диаметром более 100 мм и температуре наружного воздуха более 20 °C. Для склеивания одного соединения труб диаметром 50 или 100 мм требуется соответственно 12 и 50 г клея. Из-за летучести растворителей консистенция клея постепенно изменяется, поэтому в открытом сосуде клей можно хранить не более 4 ч.

Рис. 24. Присоединение труб из ПВХ к чугунным канализационным трубам:
1 – просмоленная прядь и расширяющийся цемент;
2 – полиэтиленовый переходный патрубок;
3 – труба из ПВХ; 4 – чугунная труба
После подготовки концов труб клей наносят на 1/3 глубины раструба и на всю длину калиброванного конца трубы. Клей наносят быстро, равномерным тонким слоем с помощью мягких кистей шириной 30–40 мм. Затем калиброванный конец вводят в раструб до упора. Склеенные стыки в течение
5 минут не должны подвергаться механическим воздействиям, а склеенные узлы следует выдерживать перед монтажом не менее 2 ч.
Сварка пластмассовых труб. Стыковые соединения на трубах из ПЕЛ, ЛИП и 1111 выполняют контактной сваркой. Перед сваркой свариваемые поверхности торцов труб очищают от грязи и окисной пленки.
Для соединения полиэтиленовых труб диаметром 100–250 мм на сварке применяют универсальную установку. При сварке стыкового соединения торцы труб оплавляют электронагревательным диском, после чего диск убирают, а оплавленные поверхности труб под небольшим давлением соединяют. Промежуток времени между окончанием нагревания и соединением оплавленных торцов труб должен быть в пределах 2–3 с.
Сварку выполняют в такой последовательности. На конце свариваемой трубы снимают наружную фаску под углом 30–45 ° на длине, равной толщине стенки трубы. Затем устанавливают раструб фасонной части в цилиндре до упора и трубу в кольцо до упора в диск. После оплавления одновременно снимают детали с рабочих элементов, после чего плотно соединяют и выдерживают в течение 10–30 с.
Пластмассовые трубы перерезают на станках с дисковыми пилами толщиной 1,5–2 мм, с шагом зубьев 3–4 мм и разводкой зубьев 0,5–0,6 мм на сторону. В домашних условиях отрезать трубы нужной длины можно ножовкой.
Фаски на трубах снимают механизированными и ручными приспособлениями, в которых режущим инструментом служат специальные фрезы, резцовые головки с несколькими ножами или резцами.
Для образования раструба или бурта конец трубы нагревают в ванне с глицерином. Температура глицерина в ванне равна для труб из ПВП и ПВХ – 135±5 °C, из ЛИП – 105±5 °C, из ПП – 165±5 °C.
Пластмассовую трубу опускают в ванну с нагретым глицерином и выдерживают в ней в течение нескольких секунд в зависимости от толщины стенки трубы.
При формовании обычных раструбов длина нагреваемого участка пластмассовых труб диаметром 50 мм составляет 45 мм, диаметром 100 мм – 80 мм, при формовании компенсирующего раструба соответственно 80 и 145 мм.
Гнутые детали из пластмассовых труб (отводы, утки, скобы, компенсаторы) изготовляют на трубогибочных станках методом гнутья в размягченном состояния.
Трубы без наполнителя можно гнуть, если отношение толщины стенки трубы к ее наружному диаметру не менее 0,06 при радиусе изгибания по оси трубы, равном или более 3,5–4 наружных диаметров трубы. Температура жидкости в нагревательной ванне для гнутья должна быть для труб из ПНП – 135 °C, из ПВП – 150 °C, из ПП – 185 °C, из ПВХ – 160 °C. Диаметр гибочного шаблона равен номинальному наружному диаметру изгибаемой трубы. Зазор между откатывающим роликом и трубой не должен превышать 10 % размера наружного диаметра. При угле изгиба 90 ° трубы следует перегибать на 6 ° для ПНП и на 10 ° для ПВП и ПП. Согнутые трубы в фиксированном положении охлаждают водой до температуры 28–30 °C.
При гнутье труб с наполнителем используют резиновый жгут, гибкий металлический или резиновый шланг, набитый песком. Собранные узлы трубопроводов испытывают гидравлическим давлением: безнапорные трубопроводы – давлением 0,02 МПа, напорные трубопроводы – в 1,5 раза большим максимального давления, но не менее 0,2 МПа.
Сегодня в квартирах еще служит много старых чугунных канализационных труб, которые уже отжили свой срок эксплуатации, поэтому возникает острая необходимость их замены на пластиковые. Часто неизвестно, как соединять чугунные трубы с пластиковыми, ведь они изготовлены из абсолютно разных материалов. Существуют разнообразные способы стыковки труб из разнородных материалов, о которых пойдет речь в этой статье.
Подготовка
Перед тем как начинать монтажные работы по соединению чугунного трубного элемента с пластиковой трубой или патрубком, нужно прочертить или «набросать» схему расположения коммуникационной системы. Исходя из размеров трубных деталей и узловых соединений, необходимо просчитать метраж и количество необходимого материала. Стояки бывают Ø110 мм, а трубы для разводки (смотря от какого прибора они отходят) ‒ Ø110 мм и Ø50 мм. Диаметры соединяемых элементов должны быть идентичными. Фасонные части в виде отводов и переходов, тройников и фланцев, а также других примыкающих деталей должны подходить под соответствующие трубы.
Для выполнения работ понадобятся следующие инструменты и соединительные части:
- трубные изделия нужного диаметра;
- детали под соединения;
- резиновые переходники требуемого размера;
- деревянный или резиновый молоток;
- болгарка или ножовка по металлу.
- Вырезается пришедший в негодность участок трубопровода болгаркой (ножовкой). Чтобы в трубу ничего не свалилось, прикройте ее на время выполнения работ.
- Делается заготовка необходимых материалов и фасонных частей. Нарезаются трубы определенной длины. Если демонтаж трубы дошел до раструба, нужно его очистить от грязи для проведения соединения.
Обратите внимание! При работе с чугуном нужно помнить о хрупкости этого материала.
Соединение с помощью резиновой прокладки

Если заменяемая чугунная труба легко удаляется, а раструб, который будет использоваться, находится в хорошем состоянии, то применяется простой метод соединения с использованием резиновой вставки. Она обильно намазывается герметиком, а затем вставляется в чугунную трубу. Теперь герметик наносится на внутреннюю часть резинового вкладыша, а пластиковая труба засовывается как можно глубже в чугунную. Глубина ввода составляет от 30 до 80 мм. Такой метод стыковки проводится быстро, после чего эксплуатацию канализационной сети можно продолжать сразу же.
Обратите внимание! Из практики применения такого соединения известно, что оно способно проработать без ремонта около 9 лет.

В связи с тем, что выпускная труба от унитаза имеет Ø100 мм, от умывальника и мойки Ø50 мм, от других приборов также или 100, или 50 мм, нет ничего удивительного, что канализационная система включает косые тройники или крестовины такого же размера. В обоих случаях крепление труб происходит по известной схеме. Нужно:
- удалить загрязнения и ржавчину из манжеты;
- на внешнюю сторону раструба с резиновым переходом нанести герметик;
- всунуть в чугунную манжету переходник из резинового материала;
- засунуть в раструб новую пластиковую канализационную трубу.

Если же дело приходится иметь с трубой, в которой отсутствует манжета из-за того, что ее по необходимости спилили, нужно применять переходник из пластика. Тогда поступают следующим образом:
- чугунную трубу, не имеющую раструба, повторно обрезают ножовкой с целью выравнивания плоскости конца трубы;
- на обрезанный и выровненный торец натягивают переходник из резины;
- смазывают пятно «обутого» трубного чугунного изделия герметиком;
- на трубу натягивают смазанный герметиком раструбный переходник из пластика.
Обратите внимание! Переходы и раструбы должны быть идентичны трубам по размеру. Независимо от диаметров пластиковых и чугунных трубных изделий стыковка производится по одной и той же технологии.

Такой способ проверен годами при работах по соединению чугунных труб. Таким образом можно соединить пластиковую трубу с чугунной, но сейчас этот метод не актуален, ввиду сложности исполнения, а также наличия более простых методов стыковки труб. Рассматривать его следует как аварийный вариант, когда нет возможности приобрести нужные детали. Согласно этому методу, работы выполняются в следующей очередности:
- на пластиковое трубное изделие в области соединения накручивают в несколько оборотов льняную подмотку;
- паклю при помощи тыльной стороны ножа или большой отвертки уплотняют в существующую щель между трубами;
- чугунная труба в месте перехода в несколько заходов промащивается полимерцементной жидкостью, состоящей из клея ПВА, цемента и воды;
- после произведенных работ канализационной системой нельзя пользоваться не менее суток.
Обратите внимание! Ввиду хрупкости пластмассовых труб работы нужно проводить очень осторожно, избегая применения больших усилий.

Когда на рынке еще не было силиконовых герметиков, такой метод пользовался широкой популярностью. В наше время он может применяться, например, при стыковке чугунной и пластиковой труб под умывальными сантехническими изделиями. Спустя несколько лет после проведения такого соединения трубы если и подтекают, то не в этом месте. Если выполненное соединение с помощью подмотки изо льна сделано правильно, то оно будет достаточно долговечным и надежным.

Если при соединении трубных изделий из пластика и чугуна возникают небольшие бреши (в районе нескольких миллиметров), силикон оказывается достаточно эффективным средством против образования течи. Значительное внимание нужно уделить герметичности соединения на нижнем участке. Для выполнения такой работы нужно:
- Перед стыковочными работами место соединения хорошо просушить строительным феном.
- Специальным пистолетом в существующую брешь между трубами залить силикон (чем глубже, тем лучше). Большая глубина проникновения силикона усилит надежность крепления.
- Подождать около 5 часов для полного затвердевания строительного вещества, помня при этом, что силикон в больших щелях будет сохнуть дольше.
Обратите внимание! Пользоваться сантехническими приборами до полного высыхания силикона не рекомендуется.
Комбинирование методов

Все вышеизложенные методы можно комбинировать между собой. Это только усилит надежность стыка между трубами из разного материала. Соединение канализационных чугунных труб с пластиковыми получится еще лучше:
- Если имеется большая щель в месте соединения трубных изделий, можно применять вместе вкладыши из резины и льняную подмотку. При подключении гофры в месте стыка применяют подмотку паклей с последующим нанесением строительного силикона. В этом случае герметиком проходятся по нужным местам крестовины и уплотнителя из резины.
- При заделке полимерцементную жидкость иногда заменяют герметиком, в составе которого есть силикон.
Не нужно забывать о том, что чугун и пластик при разных (особенно высоких) температурах имеют отличающийся друг от друга коэффициент расширения. Это нужно учитывать, если через трубы будет проходить очень горячая вода.
Все методы соединения чугунных и пластиковых труб могут применяться и для стыковки трубных изделий только из пластика.
Видео
Из этого видео можно узнать, как правильно расчеканить чугунную трубу:
























