В процессе эксплуатации материалы подвержены физическому износу. Для восстановления свойств металла используют многочисленные способы защиты. Одним из самых эффективных методов защиты является никелирование материалов.
Для нанесения никеля в домашних условиях используют способы химического и электролитического никелирования.
Что называют никелированием
Никелированием называют процесс нанесения тонкого никелевого покрытия на поверхность материала. Никелевый слой принимают равным 1–50 мкм.
Слой никеля используется для повышения антикоррозийных и износостойких свойств материалов. Довольно часто такое покрытие имеет защитно-декоративное значение.
Никелирование используется для обработки стали и сплавов цветных металлов. Тонкий слой никеля используется для защиты изделий из марганца, титана, вольфрама, молибдена и сплавов на их основе.
Разработаны и успешно внедрены способы нанесения никелевого защитного покрытия на керамику, пластик, фарфор, стекло и другие неметаллические поверхности.
Виды никелирования
Никелирование в простых домашних условиях проводят двумя способами:
- электролитическим;
- химическим.
Выбор способа зависит от структуры и формы материала.
При электролитическом способе используются вещества, частично или полностью состоящие из ионов и обладающие ионной проводимостью. Никелевое покрытие наносят за счет электрохимических свойств этих веществ. Наибольшее распространение получили электролиты сернокислого натрия и хрома.
В зависимости от степени отражения покрытия различают никелирование:

Функции электролитического никелирования
- матовое;
- блестящее.
Для нанесения матового покрытия используются электролиты без добавок. Изделия с матовым оттенком не имеют металлического блеска.
Блестящее никелирование получают путем добавления в электролит специальных блескообразователей на основе хлорамина, пропаргилового спирта, бепзосульфамида и других окислителей.
Наилучшая защита никелевого покрытия достигается при минимальной пористости защитного слоя. С этой целью производят его омеднение либо используют многослойную структуру материала.
К сведению. При одинаковой толщине многослойные покрытия в несколько раз надёжнее однослойных материалов.
Наиболее распространёнными примерами многослойных материалов являются медно-никелево-хромовые покрытия.
Основными недостатками электролитического никелирования являются:
- высокая степень пористости;
- неравномерность осаждения никеля;
- сложность обработки поверхностей со сложной формой.
Основой метода служит свойство ионов никеля восстанавливаться в жидкой среде. С этой целью используют гипофосфит натрия или другие химические реактивы. Химический способ позволяет обрабатывать изделия со сложной формой поверхности.
Недостатком способа является относительная дороговизна сухих реактивов, используемых для приготовления водных химических растворов.

Проведение электролитического никелирования дома
Электролитическое (гальваническое) никелирование деталей проводят двумя способами:
- погружением деталей в электролит;
- без погружения деталей в электролит.
Первый способ используют при обработке небольших по размеру деталей. Второй способ используют при обработке больших и тяжелых предметов.
Перед никелированием выполняют процесс омеднения металла.

Метод с погружением в электролит

По первому способу поверхность изделия шлифуют наждачной бумагой для снятия оксидной пленки. Затем образец промывают в теплой воде. После этого его обрабатывают содовым раствором и вновь промывают в теплой чистой воде.
Затем в стеклянную или фарфоровую посуду помещают две тонкие медные пластины. Пластины играют роль анодов. Их ставят в вертикальном положении, параллельно друг другу.
Изделие помещают между этими двумя пластинами. Для этого образец подвешивают с помощью проволоки. Проволоку обоими концами прикрепляют к пластинам.
В посуду добавляют водный раствор электролита со следующим составом:
- дистиллированная вода;
- 20%-ный медный купорос;
- 2%-ная серная кислота.
Медные пластины подключают к источнику электроснабжения. Величину напряжения определяют из расчета 15–20 мА на 1 см2 поверхности материала.
К сведению. Никелевый электролит чувствителен к изменениям кислотности. Для поддержания уровня кислотности используют буферные соединения на основе борной кислоты.
В растворе электролита хлорид меди диссоциирует (распадается) на составляющие компоненты. Ионы смещаются к катоду и превращаются в нейтральные атомы. Ионы хлора окисляются у анода.
При пропускании тока через электролит ионы меди переходят в раствор. Из раствора медь оседает на катоде в виде нейтральных атомов. Примеси остаются на дне посуды. Чистота полученной меди составляет почти 100%.
Через 30 минут на детали образуется тонкий слой меди. Воздействие электрического тока вызывает увеличение толщины медного слоя. Чем больше толщина слоя, тем меньшее количество пор остается на обрабатываемой поверхности.
Метод без погружения деталей в электролит

Гальваническое никелирование больших по размеру деталей производят без погружения их в электролит. Для этого используют кисточку из распущенных медных проволок. В качестве кисточки часто используют очищенный от изоляции многожильный медный кабель.
Увеличением напыляемого медного слоя добиваются устранения пористости поверхности образца.
Процесс осаждения никеля проводят аналогично процессу омеднения поверхности. Для этого в емкость добавляют электролит. В состав электролита входят следующие химические реагенты, г/л:
- раствор сернокислого натрия – 310;
- раствор хлористого никеля – 65;
- ортоборная кислота – 45;
- 1,4-бутандиол – 0,15;
- орто-сульфобензимид (сахарин) – 2,0;
- каолин (известь) – 1,0.
 В электролит опускают тонкие никелевые пластины. Они играют роль анодов. Между ними помещают изделие. Концы пластин подключают к клемме источника питания с положительным зарядом. Корпус детали присоединяют к отрицательному полюсу.
В электролит опускают тонкие никелевые пластины. Они играют роль анодов. Между ними помещают изделие. Концы пластин подключают к клемме источника питания с положительным зарядом. Корпус детали присоединяют к отрицательному полюсу.
Для регулирования величины тока используют реостат. Контроль величины подаваемого электрического тока проводят с помощью миллиамперметра. Величина подаваемого тока не должна превышать 6 В. Осаждение никеля проводят при температуре около 50°С и плотности электротока 4–5 А/ дм2. Продолжительность процесса – 3 мин.
К сведению. Никелевое покрытие без подложки имеет довольно слабое сцепление с поверхностью. С целью повышения адгезии используют термическую обработку изделия при температуре 450 градусов.
Завершающий этап обработки детали
Обработанную деталь промывают под потоком чистой теплой воды и подвергают сушке.
Никелированное покрытие обладает матовым оттенком. Для придания блеска деталь полируют.
Никелевые покрытия с дефектами удаляют с помощью анодного растворения в электролите. Для этого в состав электролита включают серную кислоту. Химическую плотность кислоты принимают равной 1,2-2,8 кг/м3. Процесс снятия слоя никеля проводят при температуре 20-25° С и анодной плотности электротока 5 А/дм2.

Проведение химического никелирования дома
Химический способ никелирования в домашних условиях проводят с помощью рабочих растворов. В зависимости от количества сухих реагентов, скорость увеличения никелевого слоя составляет 80 мкм/ч и более.
В состав рабочего раствора входят следующие реагенты, г/л:

- никелевый купорос (порошок сернокислого никеля) – 20;
- галенит (порошок сульфида свинца) – 20;
- ацетат натрия – 15;
- раствор гипофосфита натрия – 25.
Рабочая температура химического раствора– 90°С. При удалении свинцового реагента скорость реакции снижается до 50 мкм/ч и менее.
При достижении рабочей температуры, в емкость с раствором опускают обрабатываемую деталь. Перед проведением никелирования покрытие очищают и обезжиривают.
Изделие выдерживают в рабочем растворе на протяжении 1 часа. По мере испарения добавляют дистиллированную воду.
По завершении процесса деталь вынимают и промывают в теплой воде. После ополаскивания изделие подвергают тщательной сушке. При необходимости тщательно полируют.

Увеличение срока службы никелевого покрытия
Никелевое покрытие может быть подвержено сплошной поверхностной коррозии. Процесс коррозии проявляется только в начальный период. По мере увеличения температуры рабочего раствора, поверхностная коррозия проникает вглубь материала. Затем этот процесс замедляется и полностью прекращается.

Для увеличения срока службы никелевого покрытия используют технологию омеднения. Омеднение позволяет устранить и незначительные дефекты поверхности. Нанесение меди в качестве подложки обеспечивает надежность и долговечность никелевой защиты.
Пористость медного покрытия вызывает разрушение защитного слоя и уменьшает срок службы готового изделия. Металл подложки подвергается коррозии с последующим отслаиванием защитного слоя.
Чаще всего процессам коррозии подвергаются изделия с однослойным защитным покрытием. Многослойные детали подвергаются воздействию вредных факторов в меньшей степени.
Для защиты изделий от повреждения проводят ряд дополнительных мероприятий. Используют специальные добавки, которыми закрывают поры.
К сведению. Для предотвращения потери твердости никелирование стали проводят при температуре 250-300ºС.
Дополнительная обработка деталей для продления срока службы
Никелирование на дому проводят с использованием следующих способов:
- Сухой реактив оксида магния смешивают с водой до кашеобразного состояния. Полученной массой тщательно обрабатывают деталь и погружают ее на несколько минут в 50%-ную соляную либо серную кислоту.
- Рабочую поверхность протирают проникающей смазкой. Затем изделие погружают в очищенный рыбий жир. Излишки жира через сутки удаляют с помощью бензина или других растворителей.
- Большие по размеру детали обрабатывают рыбьим жиром за два прохода. Промежуток между обработками должен составлять не менее 12 часов. Через два дня излишки рабьего жира удаляют.

Использование сплавов никеля с другими металлами способно улучшить физико-химические свойства никеля.
Алюминий способствует повышению электрического сопротивления и коррозионной стойкости никеля.
Вольфрам, молибден и титан увеличивают его термостойкость.
Добавление хрома приводит к повышению стойкости никелевого покрытия в окислительных и восстановительных растворах.
Медь увеличивает сопротивляемость никеля действию различных кислот.
Химическое покрытие одних металлов другими подкупает простотой технологического процесса. Действительно, если, например, необходимо химически отникелировать какую-либо стальную деталь, достаточно иметь подходящую эмалированную посуду, источник нагрева (газовая плита, примус и т.п.) и относительно недефицитные химреактивы. Час-другой - и деталь покрыта блестящим слоем никеля.
Заметим, что только с помощью химического никелирования можно надежно отникелировать детали сложного профиля, внутренние полости (трубы и т.п.). Правда, химическое никелирование (и некоторые другие подобные процессы) не лишено и недостатков. Основной из них - не слишком крепкое сцепление никелевой пленки с основным металлом. Однако этот недостаток устраним, для этого применяют так называемый метод низкотемпературной диффузии. Он позволяет значительно повысить сцепление никелевой пленки с основным металлом. Метод этот применим для всех химических покрытий одних металлов другими.
В основу процесса химического никелирования положена реакция восстановления никеля из водных растворов его солей с помощью гипофосфита натрия и некоторых других химреактивов.
Никелирование
Никелевые покрытия, полученные химическим путем, имеют аморфную структуру. Наличие в никеле фосфора делает пленку близкой по твердости пленке хрома. К сожалению, сцепление пленки никеля с основным металлом сравнительно низкое. Термическая обработка пленок никеля (низкотемпературная диффузия) заключается в нагреве отникелированных деталей до температуры 400°С и выдержке их при этой температуре в течение 1 ч.
Если покрываемые никелем детали закалены (пружины, ножи, рыболовные крючки и т.п.), то при температуре 40°С они могут отпуститься, то есть потерять свое основное качество - твердость. В этом случае низкотемпературную диффузию проводят при температуре 270...300 С с выдержкой до 3 ч. При этом термообработка повышает и твердость никелевого покрытия.
Все перечисленные достоинства химического никелирования не ускользнули от внимания технологов. Они нашли им практическое применение (кроме использования декоративных и антикоррозионных свойств). Так, с помощью химического никелирования осуществляется ремонт осей различных механизмов, червяков резьбонарезных станков и т.д.
В домашних условиях с помощью никелирования (конечно, химического!) можно отремонтировать детали различных бытовых устройств. Технология здесь предельно проста. Например, сносилась ось какого-либо устройства. Тогда наращивают (с избытком) слой никеля на поврежденном месте. Затем рабочий участок оси полируют, доводя его до нужного размера.
Надо отметить, что с помощью химического никелирования нельзя покрывать такие металлы, как олово, свинец, кадмий, цинк, висмут и сурьму.
Растворы, применяемые для химического никелирования, подразделяются на кислые (pH - 4...6,5) и щелочные (pH - выше 6,5). Кислые растворы предпочтительнее применять для покрытия черных металлов, меди и латуни. Щелочные - для нержавеющих сталей.
Кислые растворы (по сравнению с щелочными) на полированной детали дают более гладкую (зеркальную) поверхность, у них меньшая пористость, скорость протекания процесса выше. Еще немаловажная особенность кислых растворов: у них меньше вероятность саморазряда при превышении рабочей температуры. (Саморазряд - мгновенное выпадение никеля в раствор с расплескиванием последнего.)
У щелочных растворов основное преимущество - более надежное сцепление никелевой пленки с основным металлом.
И последнее. Воду для никелирования (и при нанесении других покрытий) берут дистиллированную (можно использовать конденсат из бытовых холодильников). Химреактивы подойдут как минимум чистые (обозначение на этикетке - Ч).
Перед покрытием деталей любой металлической пленкой необходимо провести специальную подготовку их поверхности.
Подготовка всех металлов и сплавов заключается в следующем. Обработанную деталь обезжиривают в одном из водных растворов, а затем деталь декапируют в одном из нижеперечисленных растворов.
Составы растворов для декапирования (г/л)
Для стали
Серная кислота - 30...50. Температура раствора - 20°С, время обработки - 20...60 с.
Соляная кислота - 20...45. Температура раствора - 20°С, время обработки - 15...40 с.
Серная кислота - 50...80, соляная кислота - 20...30. Температура раствора - 20°С, время обработки - 8...10с.
Для меди и ее сплавов
Серная кислота - 5%-ный раствор. Температура - 20°С, время обработки - 20 с.
Для алюминия и его сплавов
Азотная кислота. (Внимание, 10...15%-ный раствор.). Температура раствора - 20°С, время обработки - 5... 15 с.
Учтите, что для алюминия и его сплавов перед химическим никелированием проводят еще одну обработку - так называемую цинкатную. Ниже приведены растворы для цинкатной обработки.
Составы растворов для цинкатной обработки (г/л)
Для алюминия
Едкий натр - 250, окись цинка - 55. Температура раствора - 20°С, время обработки - 3...5 с.
Едкий натр - 120, сернокислый цинк - 40. Температура раствора - 20°С, время обработки - 1,5...2 мин.
При подготовке обоих растворов сначала отдельно в половине воды растворяют едкий натр, в другой половине - цинковую составляющую. Затем оба раствора сливают вместе.
Для литейных алюминиевых сплавов
Едкий натр - 10, окись цинка - 5, сегнетова соль (кристаллогидрат) - 10. Температура раствора - 20°С, время обработки - 2 мин.
Для деформируемых алюминиевых сплавов
Хлорное железо (кристаллогидрат) - 1, едкий натр - 525, окись цинка 100, сегнетова соль - 10. Температура раствора - 25°С, время обработки - 30...60 с.
После цинкатной обработки детали промывают в воде и завешивают их в раствор для никелирования.
Все растворы для никелирования универсальны, то есть годны для всех металлов (хотя есть и некоторая специфика). Готовят их в определенной последовательности. Так, все химреактивы (кроме гипофосфита натрия) растворяют в воде (посуда эмалированная!). Затем раствор разогревают до рабочей температуры и только после этого растворяют гипофосфит натрия и завешивают детали в раствор.
В 1 л раствора можно отникелировать поверхность площадью до 2 дм.
Составы растворов для никелирования (г/л)
Сернокислый никель - 25, янтарнокислый натрий - 15, гипофосфит натрия - 30. Температура раствора - 90°С, pH - 4,5, скорость наращивания пленки - 15...20 мкм/ч.
Хлористый никель - 25, янтарно-кислый натрий - 15, гипофосфит натрия - 30. Температура раствора - 90...92°С, pH - 5,5, скорость наращивания - 18...25 мкм/ч.
Хлористый никель - 30, гликолевая кислота - 39, гипофосфит натрия - 10. Температура раствора 85...89°С, pH - 4,2, скорость наращивания - 15.,.20 мкм/ч.
Хлористый никель - 21, уксуснокислый натрий - 10, гипофосфит натрия - 24. Температура раствора - 97°С, pH - 5,2, скорость наращивания - до 60 мкм/ч.
Сернокислый никель - 21, уксуснокислый натрий - 10, сульфид свинца - 20, гипофосфит натрия - 24. Температура раствора - 90°С, pH - 5, скорость наращивания - до 90 мкм/ч.
Хлористый никель - 30, уксусная кислота - 15, сульфид свинца - 10...15, гипофосфит натрия - 15. Температура раствора - 85...87°С, pH - 4,5, скорость наращивания - 12...15 мкм/ч.
Хлористый никель - 45, хлористый аммоний - 45, лимоннокислый натрий - 45, гипофосфит натрия - 20. Температура раствора - 90°С, pH - 8,5, скорость наращивания - 18... 20 мкм/ч.
Хлористый никель - 30, хлористый аммоний - 30, янтарнокислый натрий - 100, аммиак (25%-ный раствор - 35, гипофосфит натрия - 25). Температура - 90°С, pH - 8...8,5, скорость наращивания - 8...12 мкм/ч.
Хлористый никель - 45, хлористый аммоний - 45, уксуснокислый натрий - 45, гипофосфит натрия - 20. Температура раствора - 88....90°С, pH - 8...9, скорость наращивания - 18...20 мкм/ч.
Сернокислый никель - 30, сернокислый аммоний - 30, гипофосфит натрия - 10. Температура раствора - 85°С, pH - 8,2...8,5, скорость наращивания - 15... 18 мкм/ч.
Внимание! По существующим ГОСТам однослойное покрытие никелем на 1 см 2 имеет несколько десятков сквозных (до основного металла) пор. Естественно, что на открытом воздухе стальная деталь, покрытая никелем, быстро покроется «сыпью» ржавчины.
Никелирование, которое является достаточно распространенной технологической операцией, выполняют для того, чтобы нанести на поверхность металлического изделия тонкий слой никеля. Толщина такого слоя, величину которого можно регулировать, используя различные приемы, может варьироваться от 0,8 до 55 мкм.
Никелирование используется в качестве защитно-декоративного покрытия, а также для получения подслоя при хромировании
С помощью никелирования металла можно сформировать пленку, обеспечивающую надежную защиту от таких негативных явлений, как окисление, развитие коррозионных процессов, реакции, вызванные взаимодействием с соляной, щелочной и кислотной средами. В частности, очень большое распространение получили никелированные трубы, которые активно используются для производства изделий сантехнического назначения.
Чаще всего никелированию подвергаются:
- изделия из металла, которые будут эксплуатироваться на открытом воздухе;
- кузовные детали мото- и автотранспортных средств, в том числе и те, для изготовления которых был использован алюминиевый сплав;
- оборудование и инструменты, применяемые в общей медицине и стоматологии;
- изделия из металла, которые длительное время эксплуатируются в воде;
- ограждающие конструкции, изготовленные из стали или алюминиевых сплавов;
- изделия из металла, подвергающиеся воздействию сильных химических веществ.
Существует несколько используемых как в производственных, так и в домашних условиях методов никелирования металлических изделий. Наибольший интерес в практическом плане представляют способы никелирования металлических деталей, не требующие применения сложного технологического оборудования и реализуемые в домашних условиях. К таким способам относится электролитическое и химическое никелирование.

Электролитическое никелирование
Суть технологии электролитического никелирования металлических деталей, имеющей и другое название – «гальваническое никелирование», можно рассмотреть на примере того, как выполняется омеднение поверхности изделия из металла. Такую процедуру можно проводить как с применением электролитического раствора, так и без него.
Деталь, которая будет в дальнейшем обрабатываться в электролитическом растворе, подвергается тщательной обработке, для чего с ее поверхности при помощи наждачной бумаги удаляют оксидную пленку. Затем обрабатываемое изделие промывается в теплой воде и обрабатывается содовым раствором, после чего снова промывается водой.

Сам процесс никелирования выполняется в стеклянной емкости, в которую заливается водный раствор (электролит). В составе такого раствора содержится 20% медного купороса и 2% серной кислоты. Обрабатываемую деталь, на поверхность которой необходимо нанести тонкий слой меди, в растворе электролита помещают между двумя анодами из меди. Чтобы запустить процесс омеднения, на медные аноды и обрабатываемую деталь необходимо подать электрический ток, величину которого рассчитывают, исходя из показателя 10–15 мА на один квадратный сантиметр площади детали. Тонкий слой меди на поверхности изделия появляется уже через полчаса его нахождения в растворе электролита, причем такой слой будет тем толще, чем дольше будет протекать процесс.

Нанести медный слой на поверхность изделия можно и по другой технологии. Для этого необходимо изготовить кисточку из меди (можно использовать многожильный провод, предварительно сняв с него изоляционный слой). Такую кисточку, сделанную своими руками, надо зафиксировать на деревянной палочке, которая будет служить ручкой.
Изделие, поверхность которого предварительно зачищают и обезжиривают, помещают в емкость из диэлектрического материала и заливают электролитом, в качестве которого можно использовать насыщенный водный раствор медного купороса. Самодельную кисточку подключают к плюсовому контакту источника электрического тока, а обрабатываемую деталь – к его минусу. После этого приступают к процедуре омеднения. Заключается она в том, что кисточкой, которую предварительно обмакивают в электролит, проводят над поверхностью изделия, не прикасаясь к ней. Наносить покрытие, применяя такую методику, можно в несколько слоев, что позволит сформировать на поверхности изделия слой меди, на котором практически отсутствуют поры.

Электролитическое никелирование выполняется по схожей технологии: при его осуществлении тоже используется раствор электролита. Так же, как и в случае с омеднением, обрабатываемое изделие располагают между двумя анодами, только в данном случае они изготовлены из никеля. Аноды, помещенные в раствор для никелирования, подключаются к плюсовому контакту источника тока, а изделие, подвешенное между ними на металлической проволоке, – к минусовому.
Для осуществления никелирования, в том числе и выполняемого своими руками, используются электролитические растворы двух основных типов:
- водный раствор, включающий в свой состав сернокислый никель, натрий и магний (14:5:3), 2% борной кислоты, 0,5% поваренной соли;
- раствор на основе нейтральной воды, содержащий в своем составе 30% сульфата никеля, 4% хлорида никеля, 3% борной кислоты.

Электролит блестящего никелирования с добавкой органических блескообразователей (натриевых солей)

Выравнивающий электролит блестящего никелирования. Подходит для поверхностей с низким классом очистки
Чтобы приготовить электролитический раствор, сухую смесь из вышеуказанных элементов заливают одним литром нейтральной воды и тщательно перемешивают. Если в полученном растворе образовался осадок, от него избавляются. Только после этого раствор можно использовать для выполнения никелирования.
Обработка по данной технологии обычно длится полчаса, при этом используют источник тока с напряжением 5,8–6 В. Результатом является поверхность, покрытая неравномерным матовым цветом серого цвета. Чтобы она стала красивой и блестящей, необходимо ее зачистить и выполнить ее полировку. Следует иметь в виду, что такая технология не может быть использована для деталей, отличающихся высокой шероховатостью поверхности или имеющих узкие и глубокие отверстия. В таких случаях покрытие поверхности металлического изделия слоем никеля следует выполнять по химической технологии, которую также называют чернением.

Суть технологической операции чернения заключается в том, что на поверхность изделия сначала наносится промежуточное покрытие, основой которого может быть цинк или никель, а на верхней части такого покрытия формируется слой черного никеля толщиной не более 2 мкм. Покрытие никелем, выполненное по технологии чернения, смотрится очень красиво и обеспечивает надежную защиту металла от негативного воздействия различных факторов внешней среды.
В отдельных случаях металлическое изделие одновременно подвергают сразу двум технологическим операциям, таким как никелирование и хромирование.
Химическое никелирование
Процедуру химического никелирования изделий из металла выполняют по следующей схеме: обрабатываемую деталь на некоторое время погружают в кипящий раствор, в результате чего на ее поверхности оседают частички никеля. При применении такой технологии электрохимическое воздействие на металл, из которого изготовлена деталь, отсутствует.
Результатом использования такой технологии никелирования является формирование на поверхности обрабатываемой детали никелевого слоя, который прочно связан с основным металлом. Наибольшей эффективности такой способ никелирования позволяет добиться в тех случаях, когда с его помощью обрабатываются предметы, изготовленные из стальных сплавов.

Выполнять такое никелирование в домашних условиях или даже в условиях гаража нетрудно. При этом процедура никелирования проходит в несколько этапов.
- Сухие реактивы, из которых будет приготовлен электролитический раствор, смешиваются с водой в эмалированной посуде.
- Полученный раствор доводят до кипения, а затем в него добавляют гипофосфит натрия.
- Изделие, которое необходимо подвергнуть обработке, помещают в электролитический раствор, причем делают это так, чтобы оно не касалось боковых стенок и дна емкости. Фактически надо изготовить бытовой аппарат для никелирования, конструкция которого будет состоять из эмалированной емкости соответствующего объема, а также диэлектрического кронштейна, на котором будет фиксироваться обрабатываемая деталь.
- Продолжительность кипения электролитического раствора в зависимости от его химического состава может составлять от одного часа до трех.
- После завершения технологической операции уже никелированная деталь извлекается из раствора. Затем ее промывают в воде, в составе которой содержится гашеная известь. После тщательной промывки поверхность изделия подвергается полированию.

Электролитические растворы для выполнения никелирования, которому можно подвергать не только сталь, но также латунь, алюминий и другие металлы, обязательно содержат в своем химическом составе следующие элементы – хлористый или сернокислый никель, гипофосфит натрия различной кислотности, какую-либо из кислот.
Чтобы увеличить скорость никелирования изделий из металла, в состав для выполнения этой технологической операции добавляют свинец. Как правило, в одном литре электролитического раствора выполняют никелевое покрытие поверхности, площадь которой составляет 20 см 2 . В электролитических растворах с более высокой кислотностью проводят никелирование изделий из черных металлов, а в щелочных обрабатывают латунь, осуществляют никелирование алюминия или деталей из нержавеющей стали.
Некоторые нюансы технологии
Выполняя никелирование латуни, изделий из стали различных марок и других металлов, следует учитывать некоторые нюансы этой технологической операции.
- Пленка из никеля будет более устойчивой, если она нанесена на предварительно омедненную поверхность. Еще более устойчивой никелированная поверхность будет в том случае, если готовое изделие будет подвергнуто термической обработке, заключающейся в его выдержке при температуре, превышающей 450°.
- Если никелированию подвергаются детали из закаленных сталей, то нагревать и выдерживать их можно при температуре, не превышающей 250–300°, иначе они могут утратить свою твердость.
- При никелировании изделий, отличающихся большими размерами, возникает потребность в постоянном перемешивании и в регулярной фильтрации электролитического раствора. Такая сложность особенно характерна для процессов никелирования, выполняемых не в промышленных, а в домашних условиях.
По сходной с никелированием технологии можно покрыть латунь, сталь и другие металлы слоем серебра. Покрытие из данного металла наносят, в частности, на рыболовные снасти и изделия другого назначения, чтобы предотвратить их потускнение.
Процедура нанесения слоя серебра на сталь, латунь и другие металлы отличается от традиционного никелирования не только температурой проведения и временем выдержки, но также тем, что для нее применяют электролитический раствор определенного состава. При этом выполняют данную операцию в растворе, температура которого составляет 90°.
Никелирование – это процесс нанесения на металлическую поверхность очень тонкого слоя никеля.
Толщина никелевого слоя, в зависимости от поставленной задачи, размеров детали и дальнейшего ее использования, находится в диапазоне от 0,8 до 55 мкм.
Никелевое черное напыление защищает металлический предмет от разрушительного воздействия внешней среды – окисления, коррозии и реакции с солью, щелочью и кислотой.
Предметами, которым может потребоваться такая защита, являются:
- металлические изделия, которые будут находиться на открытом воздухе;
- кузовные детали автотехники и мототехники, в том числе и из алюминия;
- медицинское и стоматологическое оборудование;
- изделия, имеющие длительный контакт с водой;
- декоративное металлическое ограждение, в том числе и из алюминия;
- предметы, подвергающиеся контакту с сильнодействующими химическими веществами и прочее.
Как можно заметить, технология различного никелирования применяется не только в промышленности, а черное вполне может потребоваться в домашних условиях, своими руками.
Рассмотрим основные методы нанесения защитного слоя своими руками в домашних условиях, металлы, позволяющие наносить никель, тонкости и особенности каждого процесса.
На практике применяются два способа нанесения никелевого слоя — электролитический и химический.
Не будем изучать тонкости промышленного процесса, а опишем проведение в домашних условиях.
Технология нанесения никелевого слоя представлена на видео.
Электролитическое никелирование
Перед электролитическим никелированием (по-другому его еще называют гальваническое) нужно выполнить электрохимическое меднение детали или заготовки.
Есть два метода, включающие гальваническое — с погружением в раствор электролита и без погружения.
В первом случае, предмет из металла тщательно обрабатывается наждачной бумагой, с него удаляется оксидная пленка, производится промывка сначала в теплой воде для удаления растворителя, а затем в содовом растворе и опять в воде.
В стеклянную емкость поместите два анода из меди и деталь, зафиксировав ее проволокой между пластинами анодов.
Электрохимическое меднение в домашних условиях будем производить с помощью электролита, состоящего из воды с включением 20%-го медного купороса и 2% серной кислоты.
Через полчаса обработки током на детали будет тонкий слой меди, а чем дольше будет производиться электрохимическое меднение, тем толще будет слой.
Если деталь большая или отсутствуют подходящие стеклянные емкости, то можно использовать электрохимическое меднение без погружения в электролит.
Для этого делаем кисточку из меди (можно применить многожильный медный провод, конечно, сняв изоляцию только на концах), которую присоединяем к плюсу источника тока и фиксируем с помощью деревянной палочки.
Зачищенную обезжиренную пластинку из металла положим в достаточно широкую стеклянную емкость, зальем раствором электролита (можно взять насыщенный медный купорос) и подсоединим к минусу источника тока.
Теперь макаем кисточку в электролит и проводим возле поверхности детали. Важно постоянное наличие раствора на медной кисточке.
Через некоторое время вы заметите, что на поверхности обрабатываемой детали появился медный слой. Чем толще будет нанесено покрытие из меди, тем меньшее количество пор останется.
Так, например, на 1 кв.см при однослойном нанесении меди будет несколько десятков сквозных пор, а при трехслойном их практически не будет.
Добейтесь нужной толщины меди и можно приступать к следующему этапу.
Нанесение никелевого слоя (гальваническое) производится аналогично процессу меднения с погружением в электролит.
Так, деталь, подвешенная на проводке, и никелевые аноды опускаются в электролит, проволоки от анодов подключаются к плюсу, а проволока от детали – к минусу.
- Сернокислые никель, натрий и магний в пропорциях 14:5:3, 0,5% поваренной соли и 2% борной кислоты;
- 30% сульфата никеля, 4% хлорида никеля и 3% борной кислоты.
Сухие смесь заливаем одним литром нейтральной воды, тщательно перемешиваем и при необходимости избавляется от выпавшего осадка, и применяем как электролит при электролитическом никелировании.
Гальваническое достаточно проводить в течение получасового воздействия постоянного тока с мощностью 5,8-6 В.
В результате обработки током через электролит мы получим матовый неравномерный слой серого цвета. Чтобы выровнять его, предмет из металла необходимо аккуратно зачистить и провести полировку.
Эта технология не может быть применена для деталей с шершавым покрытием или имеющих узкие и глубокие отверстия.
В этом случае нужно использовать химический метод никелирования или чернения деталей.
Технология чернения заключается в том, что на металл наносится промежуточное покрытие из цинка или никеля, а сверху деталь покрывается тонким, не более 2мкм, черное покрытие из никеля.
Декоративное металлическое ограждение, сделанное из деталей с черным никелированием, будет хорошо сохраняться и красиво смотреться.
В некоторых случаях требуется провести никелирование и хромирование.
Метод химического никелирования
Технология химического никелирования деталей заключается в том, что заготовку из металла погружают в кипящий раствор на определенный срок, за который на ее поверхность оседают частички никеля.
Электрохимическое воздействие отсутствует, ток не понадобится.
Технология направлена на получение прочного сцепления никелевого слоя с металлом (особое качество сцепления поверхности и нанесенного слоя наблюдается при никелировании стали и железа).
Химическое никелирование различных деталей реально проводить в условиях гаража или небольшой мастерской.
Рассмотрим пошагово:
- В эмалированной посуде смешивают сухие реактивы и заливают их водой;
- Доводят полученную жидкую смесь до кипения и только тогда доливают гипофосфит натрия;
- Погружают в емкость с жидкостью заготовку так, чтобы она не касалась краев и дна. Фактически потребуется установка химического никелирования, которую можно сделать самостоятельно из эмалированного таза соответствующего размера и диэлектрического кронштейна, на который будет подвешиваться заготовка;
- В зависимости от применяемого раствора, кипение должно продолжаться от часа до трех;
- Заготовку достают и промывают водой, содержащей погашенную известь, после чего можно произвести полировку.
Все составы для химического никелирования деталей будут содержать в обязательно порядке никель хлористый или сернокислый, натрия гипофосфит различной кислотности и какую-то из кислот.
Технология предусматривает обработку 20 кв.см поверхности в одном литре раствора.
Кислыми составами производят нанесение никелевого слоя на черные металлы, а щелочные лучше подойдут для нержавеющей стали.
Некоторые тонкости:
- Никелевая пленка, нанесенная на металл без меднения, имеет слабое сцепление с поверхностью. Для его улучшения можно применить термическую обработку, выдержав заготовку при температуре выше 450 градусов;
- Нагревать до этой температуры закаленные изделия нельзя, при нагреве до 350-400 градусов они будут терять твердость. Эта проблема решается более длительным выдерживанием, но при температуре в диапазоне 250-300ºС;
- При нанесении никелевого слоя на громоздкие детали возникает необходимость перемешивания раствора, что приводит к потребности проводить постоянную фильтрацию. Это основная сложности при проведении процесса не в промышленных условиях.
Аналогичным образом, но с применением другого состава, можно покрыть детали слоем серебра. Серебрение часто применяется для рыболовных снастей с целью предотвратить потускнение крючков и блесен.
Технология нанесения серебра несложная и отличается от никелирования составом электролита, временем и температурой рабочего раствора (для получения ровного слоя серебра требуется состав, подогретый до 90 градусов).
Растворы серебра можно приготовить из воды, ляписа аптечного и 10% солевого раствора.
Выпавший осадок серебра промыть и смешать с 2% гипосульфитом, профильтровать, добавить меловую пыль и размешивая, добиться сметанообразного состояния.
Этой смесью можно натирать металл до образования на нем слоя серебра.
Хранение этого раствора допускается в течение нескольких суток, раствор серебра, допускающий длительное — до полугода хранение, можно приготовить следующим образом: 15 г ляписа, 55 г лимонной кислоты (годится кулинарная) и 30 г хлористого аммония.
Все компоненты растираются в пыль и смешиваются. Порошок для нанесения серебра хранится в сухом виде.
Для работы мокрой салфеткой коснитесь смеси и разотрите ее по обрабатываемой поверхности.
Напыление серебра наносится на очищенную деталь, но готовить ее специальным способом не нужно.
Приведенные способы нанесения никеля и серебра на металлические детали легко повторить самостоятельно в домашних условиях.
Иногда можно столкнуться с необходимостью никелирования алюминия. Никелирование алюминия процесс достаточно дорогостоящий и ненадежный. Электролит для никелирования алюминия стоит достаточно дорого, но частенько идет пузырями.
Проблема в никелировании алюминия в домашних условиях состоит в слабой адгезии — блестящий никель «рвет» покрытие.
Для химического никелирования алюминия подойдет такой состав:
- Никель сернокислый — 20г/л;
- Натрий уксуснокислый — 10г/л;
- Натрий фосфорноватистокислый — 25г/л;
- Тиомочевина, раствор концентрацией 1 г/л — 3мл;
- Фтористый натрий — 0,4г/л;
- Уксусная кислота — 9мл
Мы переехали в новый офис - соседнее здание. Обращайте внимание на схему проезда в разделе контактов.
Вакуумные покрытия временно не наносим
В связи с модернизацией участка вакуумных покрытий, работы по вакуумным напылениям временно не выполняем.
Сертификат ISO 9000
Система менеджмента качества на нашем предприятии соответствует ISO 9000
Нанесение нитрида титана
Наносим вакуумным напылением нитрид титана (TiN) на изделия габаритами до 2500х2500х2500 мм.
Латунирование и бронзирование
Появилась возможность выполнения работ по декоративному нанесению латуни и бронзы
Хорошая новость! Мы переехали!
В связи с долгожданным расширением производства, мы переехали на новую площадку в г. Балашиха. Для вашего удобства - появилась возможность осуществлять забор/доставку деталей нашим автотранспортом!
Партнеры
Н - Никелирование
- Шифры наносимых покрытий: Н, Н.б., Хим.Н.тв, Хим.Н, Н.м.ч.
- Обрабатываемые стали: любые, в том числе алюминиевые и титановые сплавы
- Габариты изделий: до 1000х1000х1000 мм. Масса до 3 т.
- Нанесение покрытий на изделия любой сложности
- ОТК, паспорт качества, работа в рамках ГОЗ
Общая информация
 Никелирование - это процесс гальванического или химического нанесения никеля толщиной от 1 мкм до 100 мкм.
Никелирование - это процесс гальванического или химического нанесения никеля толщиной от 1 мкм до 100 мкм.
Никелевые покрытия обладают высокой коррозионной стойкостью, высокой твёрдостью и хорошими декоративными свойствами.
Температура плавления никеля: 1445° С
Микротвёрдость никелевых покрытий: до 500 HV (хим. 800 HV)
Области применения деталей с никелевым покрытием зависят от того, используется ли никелевое покрытие в качестве финишного, или же никелевое покрытие выступает подслоем (подложкой) для нанесения других гальванических покрытий.
Никелевые покрытия могут быть нанесены практически на все металлы.
Основные области применения гальванического и химического никелирования:
Использование никеля как самостоятельного покрытия
- В декоративных целях.
Никелевые покрытия обладают хорошим зеркальным блеском и практически не тускнеют на воздухе. Покрытия хорошо переносят эксплуатацию в атмосферных условиях благодаря высокой коррозионной стойкости. Часто никелем покрывают декоративные изделия, ограждения, оборудование и инструмент. - В технических целях.
Для защиты от коррозии электрических контактов или механизмов, эксплуатирующихся во влажной среде, а также в качестве покрытия под пайку. В оптической промышленности получил распространение процесс черного никелирования.
- В качестве замены хромированию.
В ряде случаев возможна замена хромовых покрытий на никелевые, из-за технологических сложностях нанесения хрома на изделия со сложной геометрией поверхности. Если свойства покрытия и режимов нанесения выбраны правильно, разница в ресурсе изделий с покрытием может быть практически незаметна (узлы и детали различного назначения, в том числе и для пищевой промышленности)
Использование никеля в сочетании с другими гальванопокрытиями
- При нанесении многослойных защитно-декоративных покрытий.
Как правило, в сочетании с медью и хромом (меднение, никелирование, хромирование) и другими металлами в качестве промежуточного слоя для повышения блеска хромового покрытия, а также для коррозионной защиты и предохранения от диффузии меди через поры хрома на поверхность, что может приводить через короткое время к появлению рыжих пятен на хромовом покрытии.
Примеры деталей с никелированием
Технология никелирования
При электрохимическом осаждении никеля на катоде протекают два основных процесса: Ni 2+ + 2e - → Ni и 2Н + + 2е - → Н 2 .
В результате разряда ионов водорода концентрация их в прикатодном слое снижается, т. е. электролит защелачивается. При этом могут образовываться основные соли никеля, которые влияют на структуру н механические свойства никелевого покрытия. Выделение водорода вызывает также питтинг - явление, при котором пузырьки водорода, задерживаясь на поверхности катода, препятствуют разряду ионов никеля в этих местах. На покрытии образуются ямки и осадок теряет декоративный вид.
В борьбе с питтингом применяют вещества, которые снижают поверхностное натяжение на границе металл - раствор.
При анодном растворении никель легко пассивируется. При пассивации анодов в электролите уменьшается концентрация ионов никеля и быстро растет концентрация ионов водорода, что приводит к падению выхода по току и ухудшению качества осадков. Для предупреждения пассивирования анодов в электролиты никелирования вводят активаторы. Такими активаторами являются ионы хлора, которые вводят в электролит в виде хлористого никеля или хлористого натрия.
Сернокислые электролиты никелирования получили наибольшее распространение. Эти электролиты устойчивы в работе, при правильной эксплуатации они могут использоваться в течение нескольких лет без замены. Состав некоторых электролитов и режимы никелирования:
| Состав | Электролит №1 | Электролит №2 | Электролит №3 |
| Никель сернокислый | 280-300 | 400-420 | |
| Натрий сернокислый | 50-70 | - | - |
| Магний сернокислый | 30-50 | 50-60 | - |
| Кислота борная | 25-30 | 25-40 | 25-40 |
| Натрий хлористый | 5-10 | 5-10 | - |
| Натрий фтористый | - | - | 2-3 |
| Температура, °C | 15-25 | 30-40 | 50-60 |
| Плотность тока. А/дм 2 | 0,5-0,8 | 2-4 | 5-10 |
| pH | 5,0-5,5 | 3-5 | 2-3 |
Сернокислый натрий и сернокислый магний вводят в электролит для повышения электропроводности раствора. Проводимость растворов натрия выше, но в присутствии сернокислого магния получаются более светлые, мягкие и легко полируемые осадки.
Никелевый электролит очень чувствителен даже к небольшим изменениям кислотности. Для поддержания величины рН в требуемых пределах необходимо применять буферные соединения. В качестве такого соединения, препятствующего быстрому изменению кислотности электролита, применяют борную кислоту.
Для облегчения растворения анодов в ванну вводят хлористые соли натрия.
Для приготовления сернокислых электролитов никелирования необходимо растворить в отдельных емкостях в горячей воде все компоненты. После отстаивания растворы фильтруют в рабочую ванну. Растворы перемешивают, проверяют рН электролита и при необходимости корректируют 3%-ным раствором едкого натра или 5%-иым раствором серной кислоты. Затем электролит доводят водой до требуемого объема.
При наличии примесей необходимо перед началом эксплуатации электролита произвести его проработку, так как никелевые электролиты чрезвычайно чувствительны к посторонним примесям как органическим, так и неорганическим.
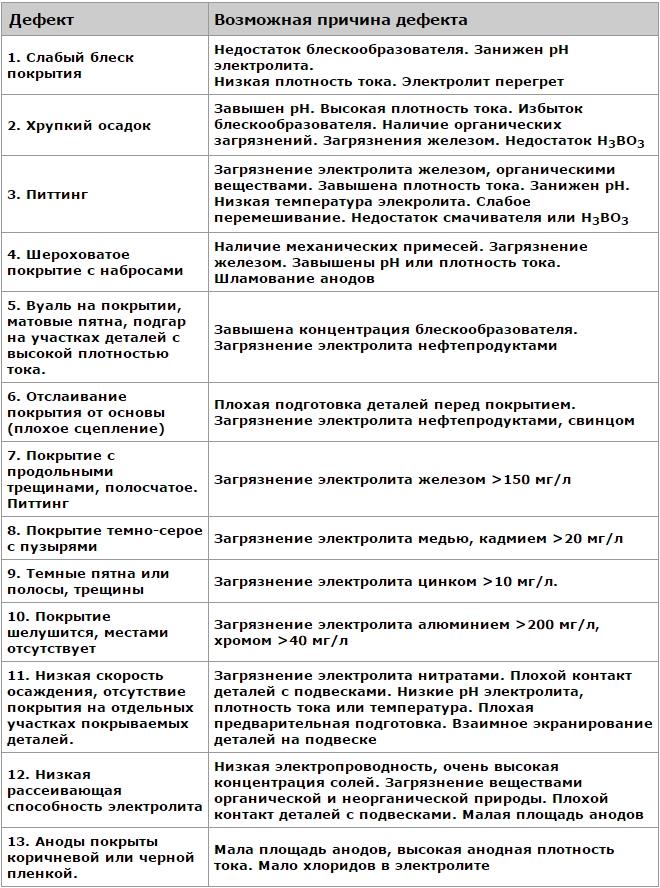
Дефекты при эксплуатации электролита блестящего никелирования и способы их устранения приведены в Таблице 1.
Таблица 1. Дефекты при эксплуатации сернокислых электролитов никелирования и способы их устранения
| Дефект | Причина дефекта | Способ устранения |
| Никель не осаждается. Обильное выделение водорода | Низкое значение рН | Откорректировать рН 3%-иым раствором едкого натра |
| Частичное покрытие никелем | Плохое обезжиривание деталей | Улучшить подготовку |
| Неправильное расположение анодов | Равномерно распределить аноды | |
| Детали взаимно экранируют друг друга | Изменить расположение деталей в ванне | |
| Покрытие имеет серый цвет | Наличие в электролите солей меди | Очистить электролит от меди |
| Хрупкое, растрескивающееся покрытие | Обработать электролит активированным углем и проработать током | |
| Наличие примесей железа | Очистить электролит от железа | |
| Низкое значение рН | Откорректировать рН | |
| Образование питтинга | Загрязнение электролита органическими соединениями | Проработать электролит |
| Низкое назначение рН | Откорректировать рН | |
| Слабое перемешивание | Усилить перемешивание | |
| Появление черных или коричневых полос на покрытии | Наличие примесей цинка | Очистить электролит от цинка |
| Образование дендритов на кромках деталей | Высокая плотность тока | Снизить плотность тока |
| Чрезмерно продолжительный процесс никелирования | Ввести промежуточный подслой меди или уменьшить время электролиза | |
| Аноды покрыты коричневой или черной пленкой | Высокая анодная плотность тока | Увеличить поверхность анодов |
| Малая концентрация хлористого натрия | Добавить 2-3 г/л хлористого натрия |
При никелировании применяют горячекатаные аноды, а также непассивирующиеся аноды. Применяют также аноды в форме пластинок (карточек), которые загружают в зачехленные титановые корзины. Карточные аноды способствуют равномерному растворению никеля. Во избежание загрязнения электролита анодным шламом никелевые аноды следует заключать в чехлы из ткани, которые предварительно обрабатывают 2-10%-ным раствором соляной кислоты.
Отношение анодной поверхности к катодной при электролизе 2: 1.
Никелирование мелких деталей осуществляют в колокольных и барабанных ваннах. При никелировании в колокольных ваннах применяют повышенное содержание хлористых солей в электролите для предотвращения пассивации анодов, которая может возникать из-за несоответствия поверхности анодов и катодов, вследствие чего концентрация никеля в электролите понижается и уменьшается значение рН. Оно может достигнуть таких пределов, при которых вообще прекращается осаждение никеля. Недостатком при работе в колоколах и барабанах является также большой унос электролита с деталями из ванн. Удельные нормы потерь при этом составляют от 220 до 370 мл/м 2 .
Для защитно-декоративной отделки деталей широко применяют блестящие и зеркальные никелевые покрытия, получаемые непосредственно из электролитов с блескообразующими добавками. Состав электролита и режим никелирования:
Никель сернокислый - 280-300 г/л
Никель хлористый - 50-60 г/л
Кислота борная - 25-40 г/л
Сахарин 1-2 г/л
1,4-бутиндиол - 0,15-0,18 мл/л
Фталимид 0,02-0,04 г/л
рН = 4-4,8
Температура = 50-60°С
Плотность тока = 3-8 А/дм 2
Для получения блестящих никелевых покрытий используют также электролиты с другими блескообразующими добавками: хлорамина Б, пропаргилового спирта, бензосульфамида и др.
При нанесении блестящего покрытия необходимо интенсивное перемешивание электролита сжатым воздухом желательно в сочетании с качанием катодных штанг, а также непрерывная фильтрация электролита,
Электролит приготовляют следующим образом. В дистиллированной или деионизированной горячей (80-90°С) воде растворяют при перемешивании сернокислый и хлористый никель, борную кислоту. Доведенный водой до рабочего объема электролит подвергают химической и селективной очистке.
Для удаления меди и цинка электролит подкисляют серной кислотой до рН 2-3 завешивают катоды большой площади из рифленой стали и прорабатывают электролит в течение суток при температуре 50-60°С, перемешивая сжатым воздухом. Плотность тока 0,1-0,3 А/дм 2 . Затем рН раствора доводят до 5,0-5,5, после чего в него вводят перманганат калия (2 г/л) или 30%-ный раствор перекиси водорода (2 мл/л).
Раствор перемешивается в течение 30 мин, добавляют 3 г/л активированного угля, обработанного серной кислотой, и перемешивают электролит 3-4 с помощью сжатого воздуха. Раствор отстаивается 7-12 ч, затем фильтруется в рабочую ванну.
В очищенный электролит вводят блескообразователи: сахарин и 1,4-бутиндиол непосредственно, фталимид - предварительно растворив в небольшом количестве электролита, подогретого до 70-80° С. Доводят рН до требуемого значения и приступают к работе. Расход блескообразователей при корректировании электролита составляет: сахарин 0,01-0,012 г/(А.ч); 1,4-бутнндиол (35%-ный раствор) 0,7-0,8 мл/(А.ч); фталимид 0,003-0,005 г/(А.ч).
Дефекты при эксплуатации электролита блестящего никелирования и способы их устранения приведены в Таблице 2.
Таблица 2. Дефекты при эксплуатации электролита блестящего никелирования и способы их устранения
| Дефект | Причина дефекта | Способ устранения |
|
Недостаточный блеск покрытия |
Мала концентрация блескообразователей | Ввести блескообразователи |
| Не выдерживается заданная плотность тока и рН | Отрегулировать плотность тока и рН | |
|
Темный цвет покрытия и/или темные пятна |
В электролите имеются примеси тяжелых металлов | Произвести селективную очистку электролита при низкой плотности тока |
| Питтинг | Наличие в электролите примесей железа | Очистить электролит и ввести антипиттинговую добавку |
| Недостаточное перемешивание | Увеличить воздушное перемешивание | |
| Низкая температура электролита | Повысить температуру электролита | |
| Хрупкие осадки | Загрязнение электролита органическими соединениями | Очистить электролит активированным углем |
| Пониженное содержание 1,4-бутиндиола | Ввести добавку 1,4-бутиндиола |
Многослойное никелирование применяется для повышения коррозионной стойкости никелевых покрытий по сравнению с однослойными покрытиями.
Это достигается последовательным осаждением слоев никеля из нескольких электролитов с различными физико-химическими свойствами покрытия. К многослойным никелевым покрытиям относятся: би-никель, три-никель, сил-никель.
Коррозионная стойкость покрытий би-никель в 1,5-2 паза выше однослойных покрытий. Их целесообразно применять вместо однослойных матовых и блестящих никелевых покрытий.
Для достижения высокой коррозионной стойкости первый слои никеля (матовый или полублестящий), составляющий не менее 1/2 - 2/3 общей толщины покрытия осажденный из стандартного электролита, практически не содержит серы. Второй слой никеля осаждают из электролита блестящего никелирования; сера, содержащаяся в органических блескообразователях, входит в состав никелевого покрытия, при этом электродный потенциал второго блестящего слоя сдвигается на 60-80 мВ в сторону электроотрицательных значений по отношению к первому слою. Таким образом, блестящий слои никеля становится анодом в гальванической паре и защищает первый слой от коррозии.
Трехслойное никелирование обладает самой высокой коррозионной стойкостью. При этом методе после осаждения первого слоя никеля из того же электролита, что и при двухслойном никелировании, осаждается средний слой никеля из электролита, в состав которого входит специальная серосодержащая добавка, обеспечивающая включение большого количества серы (0,15-0,20%) в состав промежуточного слоя никеля. Затем наносится третий верхний слой из электролита для получения блестящих покрытий. При этом промежуточный слой, приобретая самый электроотрицательный потенциал, предохраняет контактирующие с ним слои никеля от коррозии.
В автомобильной промышленности применяют двухслойное никелирование типа сил-никель. Первый слой никеля наносится из электролита блестящего никелирования. Затем детали переносят во второй электролит, где происходит осаждение сил-никеля. В состав этого электролита вводят токонепроводящий высокодисперсный порошок каолина в количестве 0,3-2,0 г/л. Температура 50-60°С, плотность тока 3-4 А/дм 2 . Процесс ведут без непрерывной фильтрации. Для обеспечения равномерного распределения частиц каолина по всему объему электролита применяют интенсивное воздушное перемешивание. Слой сил-никеля повышает износостойкость покрытия и обладает высокой коррозионной стойкостью.
Сил-никель применяют как последний слой перед хромом в защитно-декоративном покрытии. Вследствие высокой дисперсности инертных частиц тонкий слой сил-никеля (1-2 мкм) не меняет декоративного вида блестящей никелированной поверхности, а при последующем хромировании позволяет получить микропористый хром, что увеличивает коррозионную стойкость покрытия.
Снятие дефектных никелевых покрытий производится анодным растворением никеля в электролите, состоящем из серной кислоты, разбавленной до плотности 1,5-1,6.103 кг/м 3 . Температура 15-25°С, анодная плотность тока 2-5 А/дм 2 .
Наряду с электролитическим никелированием широко применяют процесс химического никелирования, основанный на восстановлении никеля из водных растворов с помощью химического восстановителя. В качестве восстановителя используют гипофосфит натрия.
Химическое никелирование применяют для покрытия никелем деталей любой конфигурации. Химически восстановленный никель обладает высокой коррозионной стойкостью, большой твердостью и износостойкостью, которые могут быть значительно повышены при термической обработке (после 10-15 мин нагрева при температуре 400°С твердость химически осажденного никеля повышается до 8000 МПа). При этом возрастает и прочность сцепления. Никелевые покрытия, восстановленные гипофосфитом, содержат до 15% фосфора. Восстановление никеля гипофосфитом протекает по реакции NiCl 2 + NaH 2 PO 2 + H 2 O → NaH 2 PO 3 + 2HCl + Ni.
Одновременно происходит гидролиз гппофосфита натрия. Степень полезного использования гппофосфита принимают около 40%.
Восстановление никеля из его солей гипофосфитом самопроизвольно начихается только на металлах группы железа, которые катализируют этот процесс. Для покрытия других каталитически неактивных металлов (например, меди, латуни) необходим контакт этих металлов в растворе с алюминием или другими более электроотрицательными, чем никель, металлами. Для этой цели используют активирование поверхности обработкой в растворе хлористого палладия (0,1-0,5 г/л) в течение 10-60 с. На некоторых металлах, таких, как свинец, олово, цинк, кадмий, никелевое покрытие не образуется даже при использовании методой контактирования и активирования.
Химическое осаждение никеля возможно как из щелочных, так и из кислых растворов. Щелочные растворы характеризуются высокой стабильностью и простотой корректировки. Состав раствора и режим никелирования:
Никель хлористый - 20-30 г/л
Натрия гипофосфит - 15-25 г/л
Натрий лимоннокислый - 30-50 г/л
Аммоний хлористый 30-40 г/л
Аммиак водный, 25-% - 70-100 мл/л
рН = 8-9
Температура = 80-90°С
Покрытия, полученные в кислых растворах, отличаются меньшей пористостью, чем из щелочных растворов (при толщине выше 12 мкм покрытия практически беспористые). Из кислых растворов химического никелирования рекомендуется следующий состав (г/л) и режим никелирования:
Никель сернокислый - 20-30 г/л
Натрий уксуснокислый - 10-20 г/л
Натрия гипофосфит - 20-25 г/л
Тиомочевина 0,03 г/л
Кислота уксусная (ледяная) - 6-10 мл/л
рН = 4,3-5,0
Температура = 85-95°С
Скорость осаждения = 10-15 мкм/ч
Химическое никелирование осуществляют в стеклянных, фарфоровых или железных эмалированных ваннах. В качестве материала подвесок применяют углеродистую сталь.
В последнее время химическим путем наносят покрытие сплава никель-бор с использованием в качестве восстановителя борсодержащих соединений — борогидрида натрия и диметилбората, которые обладают более высокой восстановительной способностью по сравнению с гипофосфитом.
Полученные покрытия сплавом никель-бор имеют высокую износостойкость и твердость.
Для оценки стоимости работ, просьба выслать запрос на электронную почту
[email protected]
К запросу желательно приложить чертёж или эскиз изделий, а также указать количество деталей.
В разделе цен указана стоимость никелирования изделий
























